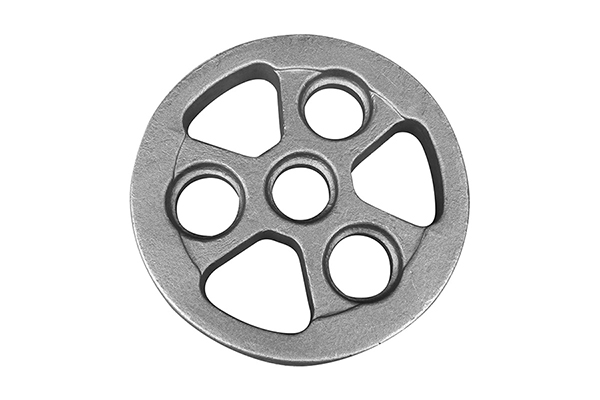
Dəmir yolu birləşmələri üçün saxta halqa oturacaqları vaqonları qatarda birləşdirən strukturlardır.Bu komponentlər güclü güc tələb edir, ona görə də biz bu məhsulları güclü statik gücə, təsir gücünə və yorğunluğa qarşı güclü lehimli poladdan dizayn etdik.
Ruian JianXin MFG, dizayn təsvirlərinə uyğun olaraq dəmir yolu birləşmələri üçün müxtəlif saxta üzük oturacağını fərdiləşdirə bilir, nümayiş etdirdiyimiz məhsullar istisna olmaqla, şirkətimizin qabaqcıl döymə texnologiyasından istifadə edərək RV səyahət qoşquları üçün digər döymə komponentləri də təmin edə bilərik.
Həll yolu: Dəmir yolu döymə komponentləri
Material: ASTM4135, ASTM4140
Dəqiqlik: ±0,01 mm
Məhsulun emalı
Xammalın hazırlanması-poladın əvvəlcədən qızdırılması, polad materialın lazımi ölçülərə kəsilməsi-döymə prosesi-istilik müalicəsi-CNC emal-qablaşdırma-çatdırılma.
Ruian JianXin MFG, dizayn təsvirlərinə uyğun olaraq dəmir yolu birləşmələri üçün müxtəlif saxta üzük oturacağını fərdiləşdirə bilir, nümayiş etdirdiyimiz məhsullar istisna olmaqla, şirkətimizin qabaqcıl döymə texnologiyasından istifadə edərək RV səyahət qoşquları üçün digər döymə komponentləri də təmin edə bilərik.
Həll yolu: Dəmir yolu döymə komponentləri
Material: ASTM4135, ASTM4140
Dəqiqlik: ±0,01 mm
Məhsulun emalı
Xammalın hazırlanması-poladın əvvəlcədən qızdırılması, polad materialın lazımi ölçülərə kəsilməsi-döymə prosesi-istilik müalicəsi-CNC emal-qablaşdırma-çatdırılma.
 |  Xammallara əsasən karbon polad, lehimli polad, paslanmayan polad, alüminium və mis və s. 310, 316, 431, Al, Mis və s. Xammallara əsasən karbon polad, lehimli polad, paslanmayan polad, alüminium və mis və s. 310, 316, 431, Al, Mis və s.Döymə avadanlığı 160 ton, 300 ton, 400 ton, 630 ton, 1000 ton, 1600 ton və 2500 tona malikdir, on qramdan 55 kiloqrama qədər kobud döymə və ya dəqiq döymə məhsulları döyə bilər. Emal avadanlığı torna, qazma maşını, dəyirman, məftil kəsmə, CNC və s. İstilik emalına normallaşdırma, istiləşmə, yumşalma, söndürmə, bərk məhlul, karbürləşdirmə və s. daxildir Səthin işlənməsinə atışma, sprey boyama, elektrokaplama, elektroforez, fosfat və s. daxildir. Sınaq avadanlığına spektrometr, metalloqrafik analizator, sərtlik ölçmə cihazı, dartma maşını, zərbə sınağı aparatı, flüoresan maqnit hissəcik qüsur detektoru, ultrasəs qüsur detektoru, üç koordinat və s. daxildir. Məhsullar neft-kimya sənayesi, maşınqayırma, avtomobil hissələri, lokomotiv və dəmir yolu hissələri, metallurgiya, gəmiqayırma, hərbi məhsullar və digər sahələrdə geniş istifadə olunur. Kalıbın inkişafı prosesi R&D komandası CAD dizaynı, CAM, UG, SOLIDWORKS modelləşdirmə işləri aparır. Biz xammal kimi super incə kalıp poladlarından istifadə edirik ki, bu da onların CNC mərkəzi ilə emal edilməsinə imkan verir, kalıp poladının dəqiqliyinin təmin edilməsini və əla yorğunluğa, aşındırıcı müqavimətə malik olmasını təmin edir, döymələrin yüksək keyfiyyətdə istehsal olunmasını təmin edir. Şirkətimizdə 2000-dən çox qəlib dəsti var.Müştərilər xərcləri minimuma endirmək üçün emal üçün onlardan hər hansı birini seçə bilərlər.İstehsalın planlaşdırıldığı kimi davam etməsini təmin etmək üçün hər həftə inventarların götürülməsini, təmizlənməsini və qeydini həyata keçiririk. Bizim qəlib anbarımız IATF16949 keyfiyyət idarəetmə sistemi və “6S arıq idarəetmə” əsasında idarə olunur, qəlibə uzun xidmət müddəti verir və onu istifadə və saxlama üçün rahat edir. Dizayn və istehsal Müştərinin çertyojlarını və ya nümunələrini aldıqdan sonra biz döymə qəlibləri layihələndirəcək və istehsal edəcəyik, sonra qəlib dizaynına əməl edərək qəlib istehsal edəcəyik.Kalıplara tez-tez döymə kalıpları, kəsmə kalıpları daxildir. Polad kütüklərin kəsilməsi və qızdırılması Biz tez-tez anbarda tez-tez istifadə olunan materialı hazırlayacağıq. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, A, Q1045 və s. soba xammalın müəyyən temperaturda qızdırılması və nəhayət, döymə üçün metal çərçivəyə yemək çubuğunun qoyulması üçün istifadə olunacaq. Döymə Metal döymə prosesi başlamazdan əvvəl üst və alt kalıplar döymə presinin anvil blokuna birləşdirilməlidir.Daha sonra işçilər metal materialları yığıb, metal materialları yüksək sürətlə bir neçə dəfə sıxaraq istənilən formanı əldə etmək üçün onları döymə kalıplarının arasına qoyacaqlar. Təmizləmə Döymə tamamlandıqdan sonra, saxta blankların ətrafında arzuolunmaz buruqlar yaranacaq, buna görə də çapıqların çıxarılması zəruri addımdır.Hansı ki, işçilərdən kəsmə kalıplarını zımbalama presinin altına quraşdırmaları, sonra isə döymələrin səthindəki buruqları təmizləmək üçün saxta blanklara basaraq işləmələri tələb olunur. İstilik müalicəsi İstilik müalicəsi prosesi məhsulların tələb olunan mexaniki performansını və sərtliyini əldə etməyə kömək edir.İstilik müalicəsi üsulları normallaşdırma, söndürmə, tavlama, istiləşmə, sərtləşdirmə və s. Atışma Atışma prosesindən sonra döymələr əvvəlkindən daha hamar və təmiz bir səthə sahib olacaqlar.Adətən döymələrin səthinin hamarlığı Ra6.3-də mövcuddur ki, bu da itirilmiş mum tökmə ilə müqayisədə daha hamardır. Emal edilir Bəzi komponentlər üçün döymə prosesi tələb olunan dözümlülükdə mövcud deyil, bu halda emal isteğe bağlıdır.Biz məhsulun emalını müxtəlif emal avadanlıqları ilə aparacağıq, o cümlədən freze, qazma maşını, qazma presi, daşlama maşını, ədədi idarəetmə maşını və s. Səth müalicəsi Əksər hallarda, heç bir xüsusi tələblər tələb olunmazsa, biz döymələrin səthində su/yağ pasından qorunma müalicəsi aparacağıq.Müştərilərimizin xüsusi ehtiyaclarını ödəmək üçün boya çiləmə, toz boyama, elektrokaplama, elektrokaplama daxil olmaqla digər səth müalicələrini də həyata keçirə bilərik. Yekun imtahan Məhsullarımızın yüksək keyfiyyətini təmin etmək üçün məhsulun ölçüsünü yoxlayacağıq. Bəzən məhsullarımızda mexaniki performans və kimyəvi komponentlərin sınağı da olur. Paket və çatdırılma Əksər hallarda saxta komponentlər polietilen torbalarda qablaşdırılır və sonra möhkəm taxta qutulara qoyulur.Biz həmçinin müştərinin ehtiyaclarına uyğun olaraq paketləri fərdiləşdirə bilirik.Biz Ruian döymə sənaye parkında yerləşdiyimiz üçün xammal tədarükünə asan çıxışımız var ki, bu da ümumilikdə qənaətcildir.
|