







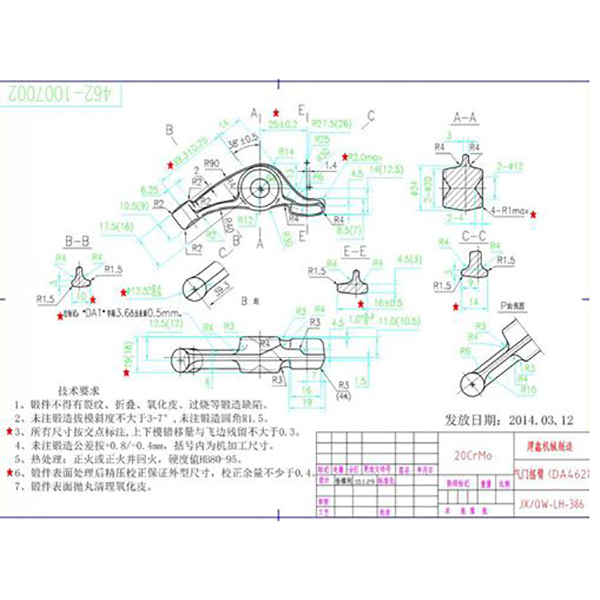
Vahadla slouží k přenosu rotace vačkového hřídele na vřeteno ventilu, čímž je dosaženo nasávání a výfuku vzduchu.
Na kovový výkovek působíme tlakem, abychom dosáhli plastické deformace a tím přeměnili polotovar na hotový výrobek.Kované vahadlo je lehké, snadno ovladatelné a ve srovnání s litým vahadlem má vyšší tuhost.
Řešení: Automobilové odpružení
Materiál: uhlíková ocel, legovaná ocel
Přesnost: ±0,01 mm
Produkční proces

Na kovový výkovek působíme tlakem, abychom dosáhli plastické deformace a tím přeměnili polotovar na hotový výrobek.Kované vahadlo je lehké, snadno ovladatelné a ve srovnání s litým vahadlem má vyšší tuhost.
Řešení: Automobilové odpružení
Materiál: uhlíková ocel, legovaná ocel
Přesnost: ±0,01 mm
Produkční proces


Suroviny zahrnují hlavně uhlíkovou ocel, legovanou ocel, nerezovou ocel, hliník a měď atd., běžně používané materiály jsou 45#, Q235, Q345, 35Mn, 65Mn, 40Cr, 35CrMo, 42CrMo, 4140, 20CrMnTi, 20CrNiMo 310, 316, 431, Al, měď atd.
Kovací zařízení má 160 tun, 300 tun, 400 tun, 630 tun, 1000 tun, 1600 tun a 2500 tun, dokáže vykovat deset gramů až 55 kilogramů hrubého výkovku nebo výrobků přesného kování.
Obráběcí zařízení má soustruh, vrtačku, brusku, drátové řezání, CNC a tak dále.
Tepelné zpracování zahrnuje normalizaci, temperování, žíhání, kalení, tuhý roztok, nauhličování atd.
Povrchová úprava zahrnuje tryskání, stříkání, galvanické pokovování, elektroforézu, fosfátování a tak dále
Testovací zařízení zahrnuje spektrometr, metalografický analyzátor, měřič tvrdosti, tahový stroj, stroj na zkoušení nárazů, fluorescenční magnetický detektor defektů částic, ultrazvukový defektoskop, tři souřadnice atd.
Produkty jsou široce používány v petrochemickém průmyslu, strojírenských strojích, autodílech, lokomotivních a železničních dílech, metalurgii, stavbě lodí, vojenských produktech a dalších oborech.
Kovací zařízení má 160 tun, 300 tun, 400 tun, 630 tun, 1000 tun, 1600 tun a 2500 tun, dokáže vykovat deset gramů až 55 kilogramů hrubého výkovku nebo výrobků přesného kování.
Obráběcí zařízení má soustruh, vrtačku, brusku, drátové řezání, CNC a tak dále.
Tepelné zpracování zahrnuje normalizaci, temperování, žíhání, kalení, tuhý roztok, nauhličování atd.
Povrchová úprava zahrnuje tryskání, stříkání, galvanické pokovování, elektroforézu, fosfátování a tak dále
Testovací zařízení zahrnuje spektrometr, metalografický analyzátor, měřič tvrdosti, tahový stroj, stroj na zkoušení nárazů, fluorescenční magnetický detektor defektů částic, ultrazvukový defektoskop, tři souřadnice atd.
Produkty jsou široce používány v petrochemickém průmyslu, strojírenských strojích, autodílech, lokomotivních a železničních dílech, metalurgii, stavbě lodí, vojenských produktech a dalších oborech.
Proces vývoje formy
Tým R&D provádí návrhy CAD, CAM, UG a SOLIDWORKS modelovací práce.
Jako surovinu používáme superjemné zápustkové oceli, které umožňují jejich zpracování na CNC centru, což zajišťuje, že je zajištěna přesnost zápustkové oceli a má vynikající odolnost proti únavě, odolnost proti otěru, což zajišťuje, že výkovky jsou vyráběny ve vysoké kvalitě.
V naší společnosti je více než 2000 sad forem.Zákazníci si mohou vybrat kteroukoli z nich ke zpracování, aby se minimalizovaly náklady.Každý týden provádíme inventarizaci, zúčtování a evidenci, abychom zajistili, že výroba pokračuje podle plánu.
Náš sklad forem je řízen podle systému řízení kvality IATF16949 a „štíhlého řízení 6S“, což dává formě dlouhou životnost a usnadňuje použití a skladování.
Tým R&D provádí návrhy CAD, CAM, UG a SOLIDWORKS modelovací práce.
Jako surovinu používáme superjemné zápustkové oceli, které umožňují jejich zpracování na CNC centru, což zajišťuje, že je zajištěna přesnost zápustkové oceli a má vynikající odolnost proti únavě, odolnost proti otěru, což zajišťuje, že výkovky jsou vyráběny ve vysoké kvalitě.
V naší společnosti je více než 2000 sad forem.Zákazníci si mohou vybrat kteroukoli z nich ke zpracování, aby se minimalizovaly náklady.Každý týden provádíme inventarizaci, zúčtování a evidenci, abychom zajistili, že výroba pokračuje podle plánu.
Náš sklad forem je řízen podle systému řízení kvality IATF16949 a „štíhlého řízení 6S“, což dává formě dlouhou životnost a usnadňuje použití a skladování.
Design a výroba
Po obdržení výkresů nebo vzorků zákazníka navrhneme a vyrobíme kovací formy, poté vyrobíme formu podle návrhu formy.Formy často obsahují kovací zápustky, ostřihovací zápustky.
Řezání ocelových předvalků a ohřev
Často používaný materiál připravíme skladem s materiálem č. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q0545 atd. pec bude sloužit k ohřevu surovin na určitou teplotu a nakonec k položení žací tyče na kovovou konstrukci pro kování.
Kování
Před zahájením procesu kování kovu musí být horní a spodní zápustka připojena k bloku kovadliny kovacího lisu.Poté pracovníci odeberou kovové materiály a vloží je mezi kovací zápustky, aby dosáhli požadovaného tvaru několikanásobným stlačením kovových materiálů vysokou rychlostí.
Čištění
Po dokončení kování budou kolem výkovků nežádoucí otřepy, proto je odstranění otřepů nezbytným krokem.Což vyžaduje, aby dělníci namontovali ostřihovací zápustky pod děrovací lis a poté lisovali výkovky, aby očistili otřepy na povrchu výkovků.
Tepelné zpracování
Proces tepelného zpracování pomáhá získat požadovaný mechanický výkon a tvrdost výrobků.Techniky tepelného zpracování zahrnují normalizaci, kalení, žíhání, popouštění, kalení a tak dále.
Odstřelování
Po procesu tryskání budou mít výkovky hladší a čistší povrch, než by byly.Obvykle je hladkost povrchu výkovků k dispozici v Ra6.3, která je dokonce hladší než u odlévání do ztraceného vosku.
zpracovává se
U některých součástí není proces kování k dispozici v požadované toleranci, v tomto případě je zpracování volitelné.Provedeme zpracování produktu s různými zpracovatelskými zařízeními, včetně frézky, vyvrtávačky, vrtačky, brusky, číslicového řídicího stroje atd.
Povrchová úprava
Ve většině případů, pokud nejsou vyžadovány žádné specifické požadavky, budeme mít na povrchu výkovků antikorozní úpravu vodou/olejem.Můžeme také provádět další povrchové úpravy, včetně nástřiku barev, práškového lakování, galvanického pokovování, elektrolakování podle specifických potřeb našich zákazníků.
Závěrečná zkouška
Provedeme kontrolu velikosti produktu, abychom zajistili vysokou kvalitu našich produktů. Někdy také testujeme mechanické vlastnosti a chemické komponenty našich produktů.
Balení a doručení
Ve většině případů budou výkovky baleny do polyetylenových pytlů a poté vloženy do pevných dřevěných krabic.Jsme také schopni upravit balíčky dle potřeb zákazníka.Jelikož se nacházíme v průmyslovém parku kováren Ruian, máme snadný přístup k dodávkám surovin, což je celkově nákladově efektivní.
Po obdržení výkresů nebo vzorků zákazníka navrhneme a vyrobíme kovací formy, poté vyrobíme formu podle návrhu formy.Formy často obsahují kovací zápustky, ostřihovací zápustky.
Řezání ocelových předvalků a ohřev
Často používaný materiál připravíme skladem s materiálem č. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q0545 atd. pec bude sloužit k ohřevu surovin na určitou teplotu a nakonec k položení žací tyče na kovovou konstrukci pro kování.
Kování
Před zahájením procesu kování kovu musí být horní a spodní zápustka připojena k bloku kovadliny kovacího lisu.Poté pracovníci odeberou kovové materiály a vloží je mezi kovací zápustky, aby dosáhli požadovaného tvaru několikanásobným stlačením kovových materiálů vysokou rychlostí.
Čištění
Po dokončení kování budou kolem výkovků nežádoucí otřepy, proto je odstranění otřepů nezbytným krokem.Což vyžaduje, aby dělníci namontovali ostřihovací zápustky pod děrovací lis a poté lisovali výkovky, aby očistili otřepy na povrchu výkovků.
Tepelné zpracování
Proces tepelného zpracování pomáhá získat požadovaný mechanický výkon a tvrdost výrobků.Techniky tepelného zpracování zahrnují normalizaci, kalení, žíhání, popouštění, kalení a tak dále.
Odstřelování
Po procesu tryskání budou mít výkovky hladší a čistší povrch, než by byly.Obvykle je hladkost povrchu výkovků k dispozici v Ra6.3, která je dokonce hladší než u odlévání do ztraceného vosku.
zpracovává se
U některých součástí není proces kování k dispozici v požadované toleranci, v tomto případě je zpracování volitelné.Provedeme zpracování produktu s různými zpracovatelskými zařízeními, včetně frézky, vyvrtávačky, vrtačky, brusky, číslicového řídicího stroje atd.
Povrchová úprava
Ve většině případů, pokud nejsou vyžadovány žádné specifické požadavky, budeme mít na povrchu výkovků antikorozní úpravu vodou/olejem.Můžeme také provádět další povrchové úpravy, včetně nástřiku barev, práškového lakování, galvanického pokovování, elektrolakování podle specifických potřeb našich zákazníků.
Závěrečná zkouška
Provedeme kontrolu velikosti produktu, abychom zajistili vysokou kvalitu našich produktů. Někdy také testujeme mechanické vlastnosti a chemické komponenty našich produktů.
Balení a doručení
Ve většině případů budou výkovky baleny do polyetylenových pytlů a poté vloženy do pevných dřevěných krabic.Jsme také schopni upravit balíčky dle potřeb zákazníka.Jelikož se nacházíme v průmyslovém parku kováren Ruian, máme snadný přístup k dodávkám surovin, což je celkově nákladově efektivní.





