Beskrivelse
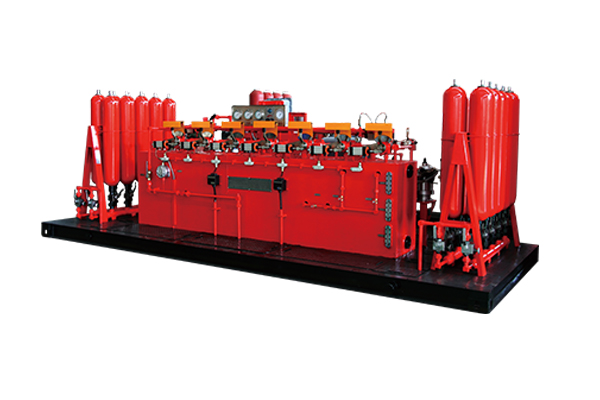
● TS-rørspole er en standardspole, der bruges i enkelt kompletteringsbrønd, i flangestørrelse med 7-1/16",9"、11"og 13-5/8"
● Diameteren af rørspolen kan lide en 45° afsats til at bære belastning af rørledningen.Dens cykliske symmetri er at undgå skader på diameter forårsaget af rørrullning.Ensartet belastning til afsatsen sikrede en høj hængeevne
● Kompatibilitet af slangeophæng: Shenkai TS-type slangespole kan bruges med slags slangeophæng til enkelt afslutningsbrønd
● Sideudtag: kan være gevindforbindelse eller boltforbindelse.Sideudløb af boltforbindelse skal bankes for at installere ventilprop
● Donkraftskrue: en vigtig egenskab ved donkraftskrue er tætningsdelene i hovedskruegevindet.Det kan forhindre skader forårsaget af væskekorrosion samt undgå ophobning af faste partikler i endeskruegevind
● Sekundær tætning: Med dobbelt P eller enkelt P, TS-rørspole kunne bruge T-type-tætningsbundrøret eller metaltætningen
● Testpunkt og injektionspunkt: Alle testpunkter og injektionspunkter bruger metalforsegling.Kontraventil installeret i indsprøjtningspunktet
Strukturelle egenskaber
Teknisk parameter
Slangehoved og slangespole
| Topflange | Bundflange | Størrelse ind | Størrelse ind | |||||||||
| Nominel i | Bedømt psi | Driftsdiameter i | Tryk psi | Trådt i | Besat Type | A | B | C | A | B | C | |
| in | psi | |||||||||||
| 11 | 2000 | 7 | 3000 | 2 | 2-1/16 | 3000 | 20,88 | 10.30 | 6,81 | 530,23 | 261,62 | 173,4 |
| 11 | 3000 | 7 | 3000 | 2 | 2-1/16 | 3000 | 20,88 | 10.30 | 6,81 | 530,23 | 261,62 | 173,4 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 22.00 | 11.44 | 6,81 | 558,80 | 290,58 | 173,4 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 533,4 | 12.10 | 8.22 | 573,09 | 307,34 | 208,79 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 25.00 | 11.44 | 6,81 | 635,00 | 290,58 | 173,04 |
| 11 | 5000 | 7 | 10.000 | 2 | 2-1/16 | 10.000 | 25.00 | 11,85 | 6,77 | 635,00 | 300,99 | 171,96 |
| 11 | 5000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 22,56 | 11.13 | 8.22 | 573,09 | 282,70 | 208,79 |
| 11 | 10.000 | 7 | 10.000 | 2 | 2-1/16 | 10.000 | 25,50 | 11.50 | 6,77 | 647,7 | 292,10 | 171,96 |
Smedning udstyr har 160 tons, 300 tons, 400 tons, 630 tons, 1000 tons, 1600 tons, og 2500 tons, kan smed ti gram til 55 kg af rå smedning eller præcisionssmedning produkter.
Bearbejdningsudstyr har drejebænk, boremaskine, slibemaskine, trådskæring, CNC og så videre.
Varmebehandling omfatter normalisering, temperering, udglødning, bratkøling, fast opløsning, karburering osv.
Overfladebehandlingen omfatter sandblæsning, sprøjtemaling, galvanisering, elektroforese, fosfat og så videre
Testudstyret inkluderer spektrometer, metallografisk analysator, hårdhedsmåler, trækmaskine, slagtestmaskine, fluorescerende magnetisk partikelfejldetektor, ultralydsfejldetektor, tre koordinater osv.
Produkter er meget udbredt i petrokemisk industri, ingeniørmaskiner, autodele, lokomotiv- og jernbanedele, metallurgi, skibsbygning, militære produkter og andre områder.
R&D-teamet udfører CAD-design, CAM, UG, SOLIDWORKS modelleringsarbejde.
Vi bruger superfine matricestål som råmateriale, hvilket gør det muligt at behandle dem med et CNC-center, hvilket sikrer, at formstålets præcision er sikret og har fremragende udmattelsesbestandighed, slidstyrke, hvilket sikrer, at smedegodset er produceret i høj kvalitet.
Der er mere end 2000 sæt forme her på vores virksomhed.Kunderne kan vælge hvilken som helst af dem til behandling for at minimere omkostningerne.Vi udfører opgørelse, clearing og registrering hver uge for at sikre, at produktionen forløber som planlagt.
Vores formlager styres ved at følge IATF16949 kvalitetsstyringssystemet og "6S lean management", hvilket giver en lang levetid til formen og gør den praktisk til brug og opbevaring.
Vi designer og fremstiller smedeforme efter modtagelse af kundens tegninger eller prøver, derefter fremstiller vi formen ved at følge formdesignet.Formene omfatter ofte smedningsmatricer, trimmematricer.
Stålskæring og opvarmning
Ofte vil vi forberede det ofte anvendte materiale på lager med materiale nr. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q4535, så intermedia, Q05, etc. ovnen vil blive brugt til at opvarme råvarerne til en bestemt temperatur og til sidst sætte spisestangen på metalrammen til smedning.
Smedning
Før metalsmedningsprocessen starter, skal top- og bundmatricen forbindes til amboltblok af smedepresse.Derefter vil arbejderne plukke metalmaterialerne og lægge dem mellem smedematricerne for at opnå den ønskede form ved at presse metalmaterialerne flere gange med høj hastighed.
Rengøring
Efter smedningen er afsluttet, vil der være uønskede grater omkring de smedede emner, så det er nødvendigt at fjerne graterne.Hvilket kræver, at arbejderne monterer trimmematricerne under stansepressen og derefter presser de smedede emner for at rense grater på overfladen af smedegodset.
Varmebehandling
Varmebehandlingsprocessen hjælper med at opnå den nødvendige mekaniske ydeevne og hårdhed af produkter.Varmebehandlingsteknikkerne dækker normalisering, bratkøling, udglødning, temperering, hærdning og så videre.
Skudsprængning
Efter sandblæsningsproces vil smedegodset have en glattere og renere overflade, end det ville have været.Normalt fås smedegodsets overfladeglathed i Ra6.3, som er endnu glattere end støbningen med tabt voks.
Forarbejdning
For nogle komponenter er smedningsprocessen ikke tilgængelig i den krævede tolerance, i dette tilfælde er forarbejdning valgfri.Vi vil udføre produktbearbejdningen med forskelligt forarbejdningsudstyr, herunder fræsemaskine, boremaskine, borepresse, slibemaskine, numerisk kontrolmaskine osv.
Overfladebehandling
I de fleste tilfælde, hvis der ikke kræves specifikke krav, vil vi have vand/olie rustbeskyttelsesbehandling på overfladen af smedegodset.Vi kan også udføre andre overfladebehandlinger, herunder malingssprøjtning, pulverlakering, galvanisering, elektrocoating for at imødekomme vores kunders specifikke behov.
Afsluttende eksamen
Vi vil have en inspektion af produktstørrelsen for at sikre høj kvalitet af vores produkter. Nogle gange har vi også mekanisk ydeevne og kemiske komponenter test på vores produkter.
Pakke og levering
I de fleste tilfælde vil de smedede komponenter blive pakket i polyethylenposer og derefter lagt i faste trækasser.Vi er også i stand til at skræddersy pakker efter kundens behov.Da vi er beliggende i Ruian forgings industripark, har vi let adgang til råvareforsyning, hvilket er omkostningseffektivt i det hele taget.