




Beschreibung
Strukturelles Merkmal
● Unter Druck stehende Komponenten bestehen aus hochwertigem legiertem Stahl mit guter Festigkeit und Schlagzähigkeit.
● Die Türdichtung des Hochdruck-BOP verwendet eine kombinierte Dichtung, die eine bessere Abdichtung gegen den Bohrlochdruck bietet.
● Verwenden Sie ein schwimmendes oder integriertes Tor, um eine sichere Abdichtung und einen bequemen Wechsel zu gewährleisten.
● Verwenden Sie einen Erdölkanal. Das Lagerscharnier ist vom Hydraulikscharnier getrennt.
● Die Scharnierstruktur ist einfach und leicht zu demontieren und zu montieren.
● Verwenden Sie auf beiden Seiten der Kammer ein großes bogenförmiges Geschoss und rundum einen bogenförmigen Durchgang, um die Spitzenspannung des Geschosses unter Druck zu reduzieren.
● Mit kompakter Struktur, kleiner als ähnliche ausländische Produkte.
● Die kältebeständige Innenhülle des BOP kann die Rohrleitung verarbeiten, sodass der Dampf im BOP strömt und Wärme abstrahlt.
Ram-Versammlung
● Rohrramme
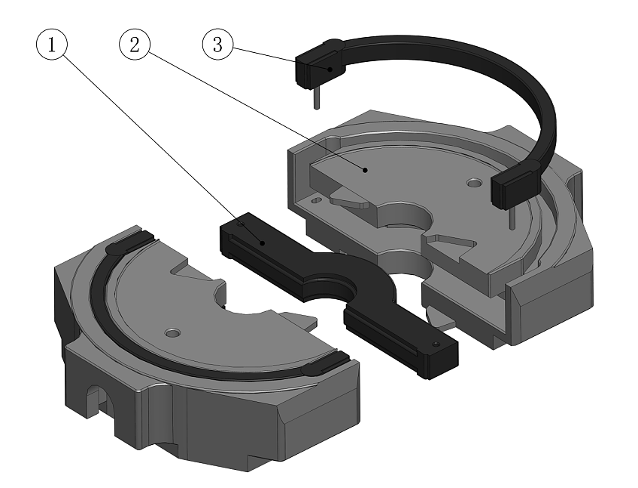 | |
| 1. Obere Dichtung 2. Vordere Dichtung 3. Ram-Körper | 1. Ram-Körper 2. Bolzen 3. Ram-Bolzen 4. Ram-Gummi 5. Klemmhalter |
| Ram-Baugruppe vom Typ HF | S-Typ-Ram-Baugruppe |
| | |
 | |
| 1. Unterer Scherenkolbenkörper 2. Oberer Dichtungsgummi 3. Rechter Dichtungsgummi 4. KlingendichtungLinker Dichtungsgummi 3. Oberer Scherenkolbenkörper 4. Oberer Dichtungsgummi 5. Linker Dichtungsgummi 6. Oberer Scherenkolbenkörper | |
| Scheren-Ram-Montagestruktur des S-Typ-Ram-BOP | |
Variabler Ram
Mit einem variablen Stempel lassen sich Rohrstränge unterschiedlicher Durchmesser abdichten.Der variable Stößel besteht aus einem variablen Stößel, einer oberen Dichtung und einer variablen vorderen Dichtung.Die Installation des variablen RAM im BOP erfolgt auf die gleiche Weise wie die des gemeinsamen RAM, es müssen keine Teile des BOP geändert werden.
 | |||||||||
| Betriebsdruck (psi) | Bohrung (in) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Hinweis: S Ram BOP Spezifikation und Modell
S steht für S-Typ-RAM-BOP
| Spezifikation und Modell | Hauptbohrung mm(Zoll) | Arbeitsdruck MPa(psi) | Ölmenge zum Öffnen (Einzelzylinder) | Ölmenge zum Schließen (Einzelzylinder) | Ram-Typ | RAM-Größe (In) | Abmessung mm | Gewicht (kg | Empfohlener BOP-Code | |||||
| Länge | Breite | Höhe | einzel | doppelt | ||||||||||
| einzel | doppelt | |||||||||||||
| 180(71/16 Zoll)-Serie | (2)FZ18-21 | 179,4(71/16) | 21-3000 | 1.6 | 2 | H | maximal5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4(71/16) | 35-5000 | 1.6 | 2 | H | maximal5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48,00 | |
| (2)FZ18-70 | 179,4(71/16) | 70-10000 | 2.2 | 2.5 | H | maximal5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179,4(71/16) | 105-15000 | 7.4 | 8 | H | maximal 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in)-Serie | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | maximal 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | maximal 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | maximal 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | maximal 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| 280(11 Zoll)-Serie | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | maximal 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | maximal 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | maximal 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | maximal 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67,00 | |
| 346(135/8 Zoll)-Serie | (2)FZ35-21 | 346,1(135/8) | 21-3000 | 7.8 | 8.9 | S | maximal 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346,1(135/8) | 35-5000 | 7.9 | 9.3 | S | maximal 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346,1(135/8) | 70-10000 | 18 | 20.7 | HF | maximal 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346,1(135/8) | 105-15000 | 17.4 | 20 | H | maximal 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 Zoll) | (2)FZ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | maximal 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95,00 |
| 476(183/4 Zoll)-Serie | (2)FZ48-35 | 476,3(183/4) | 35-5000 | 24.5 | 27.9 | HF | maximal 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3(183/4) | 70-10000 | 24.5 | 27.9 | HF | maximal 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527 (203/4 Zoll) | (2)FZ53-21 | 527,1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maximal 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| 540(211/4 Zoll)-Serie | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maximal 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33,00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29.6 | HF | maximal 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680 (263/4 Zoll) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32.6 | 37 | HF | maximal 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87,00 |
| Anmerkung 1.Der BOP-Prüfdruck beträgt das 1,5-fache des Standarddrucks | ||||||||||||||
| 2. Der Betriebsdruck liegt zwischen 8,4 MPa und 10,5 MPa | ||||||||||||||
Betriebsspezifikation für Scherenramme vom Typ S
| BOP-Typ | BOP-Modell | Empfohlener BOP-Code | Zylindertyp | Spezifikation des Bohrgestänges |
| S | (2)FZ 18-70 | (2)S62.00 | Normaler Zylinder | |
| (2)S92.00 | Zylinder mit Tandem-Booster | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2) S45,00 | Großer Zylinder | ||
| (2) S100,00 | Großer Zylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Normaler Zylinder | ||
| (2)S02.00 | Großer Zylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Normaler Zylinder | ||
| (2)S99,00 | Großer Zylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Normaler Zylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S112.00 | Großer Zylinder | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)S117.00 | Zylinder mit Tandem-Booster | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115,00 | Normaler Zylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S113.00 | Zylinder mit Tandem-Booster | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105.00 | Normaler Zylinder | 5" 19,5 lb/ft G-105 PSL-3 |
Variabler Ram-Bereich vom Typ S
| BOP-Typ | BOP-Modell | Bereich des variablen Ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Die Schmiedeausrüstung verfügt über 160 Tonnen, 300 Tonnen, 400 Tonnen, 630 Tonnen, 1000 Tonnen, 1600 Tonnen und 2500 Tonnen und kann Rohschmiede- oder Präzisionsschmiedeprodukte von zehn Gramm bis 55 Kilogramm schmieden.
Die Bearbeitungsausrüstung umfasst Drehmaschine, Bohrmaschine, Schleifmaschine, Drahtschneidemaschine, CNC und so weiter.
Die Wärmebehandlung umfasst Normalisieren, Anlassen, Glühen, Abschrecken, Mischkristallisieren, Aufkohlen usw
Die Oberflächenbehandlung umfasst Strahlen, Sprühlackieren, Galvanisieren, Elektrophorese, Phosphatieren usw
Die Prüfausrüstung umfasst Spektrometer, metallografisches Analysegerät, Härtemessgerät, Zugmaschine, Schlagprüfmaschine, fluoreszierender Magnetpartikel-Fehlerdetektor, Ultraschall-Fehlerdetektor, drei Koordinaten usw
Produkte werden häufig in der petrochemischen Industrie, im Maschinenbau, bei Autoteilen, Lokomotiv- und Eisenbahnteilen, Metallurgie, Schiffbau, Militärprodukten und anderen Bereichen eingesetzt.
Das Forschungs- und Entwicklungsteam führt CAD-Design-, CAM-, UG- und SOLIDWORKS-Modellierungsarbeiten durch.
Als Rohmaterial verwenden wir superfeine Gesenkstähle, die eine Bearbeitung mit einem CNC-Zentrum ermöglichen. Dadurch wird sichergestellt, dass die Präzision des Gesenkstahls gewährleistet ist und eine ausgezeichnete Ermüdungs- und Abriebfestigkeit aufweist, sodass die Schmiedestücke in hoher Qualität hergestellt werden.
In unserem Unternehmen gibt es mehr als 2000 Formensätze.Um die Kosten zu minimieren, können die Kunden eine davon für die Verarbeitung auswählen.Um sicherzustellen, dass die Produktion wie geplant verläuft, führen wir jede Woche eine Bestandsaufnahme, Verrechnung und Aufzeichnung durch.
Unser Formenlager wird nach dem Qualitätsmanagementsystem IATF16949 und dem „6S-Lean-Management“ verwaltet, was eine lange Lebensdauer der Form gewährleistet und ihre Verwendung und Lagerung bequem macht.
Wir entwerfen und fertigen Schmiedeformen nach Erhalt der Zeichnungen oder Muster des Kunden. Anschließend fertigen wir die Form anhand des Formentwurfs.Zu den Formen gehören häufig Schmiedegesenke und Besäumgesenke.
Schneiden und Erhitzen von Stahlknüppeln
Oft bereiten wir das häufig verwendete Material auf Lager vor, mit den Materialnummern 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 usw. Dann eine Zwischenfrequenz Der Ofen wird verwendet, um die Rohmaterialien auf eine bestimmte Temperatur zu erhitzen und schließlich den Essstab zum Schmieden auf das Metallgerüst zu legen.
Schmieden
Bevor der Metallschmiedeprozess beginnt, müssen die oberen und unteren Gesenke mit dem Ambossblock der Schmiedepresse verbunden werden.Dann nehmen die Arbeiter die Metallmaterialien heraus und legen sie zwischen die Schmiedegesenke, um die gewünschte Form zu erreichen, indem sie die Metallmaterialien mehrmals mit hoher Geschwindigkeit pressen.
Reinigung
Nachdem das Schmieden abgeschlossen ist, bilden sich um die geschmiedeten Rohlinge herum unerwünschte Grate, daher ist das Entfernen der Grate ein notwendiger Schritt.Dazu müssen die Arbeiter die Besäummatrizen unter der Stanzpresse montieren und dann die geschmiedeten Rohlinge pressen, um Grate auf der Oberfläche der Schmiedestücke zu entfernen.
Wärmebehandlung
Der Wärmebehandlungsprozess trägt dazu bei, die erforderliche mechanische Leistung und Härte der Produkte zu erreichen.Die Wärmebehandlungstechniken umfassen Normalisieren, Abschrecken, Glühen, Anlassen, Härten usw.
Kugelstrahlen
Nach dem Strahlvorgang haben die Schmiedestücke eine glattere und sauberere Oberfläche als zuvor.Normalerweise ist die Oberflächenglätte der Schmiedestücke in Ra6,3 erhältlich, was sogar noch glatter ist als die des Wachsausschmelzgusses.
wird bearbeitet
Für einige Bauteile steht der Schmiedeprozess nicht in der geforderten Toleranz zur Verfügung, in diesem Fall ist die Bearbeitung optional.Wir führen die Produktbearbeitung mit verschiedenen Bearbeitungsgeräten durch, darunter Fräsmaschinen, Bohrmaschinen, Bohrmaschinen, Schleifmaschinen, numerisch gesteuerten Maschinen usw.
Oberflächenbehandlung
Wenn keine besonderen Anforderungen erforderlich sind, führen wir in den meisten Fällen eine Wasser-/Öl-Rostschutzbehandlung auf der Oberfläche der Schmiedestücke durch.Wir können auch andere Oberflächenbehandlungen durchführen, einschließlich Farbspritzen, Pulverbeschichten, Galvanisieren und Elektrotauchlackieren, um den spezifischen Anforderungen unserer Kunden gerecht zu werden.
Abschlussprüfung
Wir führen eine Prüfung der Produktgröße durch, um die hohe Qualität unserer Produkte sicherzustellen. Manchmal führen wir auch Tests auf mechanische Leistung und chemische Komponenten unserer Produkte durch.
Paket und Lieferung
In den meisten Fällen werden die Schmiedeteile in Polyethylenbeuteln verpackt und dann in stabile Holzkisten gesteckt.Wir sind auch in der Lage, Pakete an die Bedürfnisse des Kunden anzupassen.Da wir uns im Industriepark Ruian Forgings befinden, haben wir einfachen Zugang zur Rohstoffversorgung, was insgesamt kostengünstig ist.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu