




Opis
Strukturna značajka
● Komponente pod tlakom koriste superiorni legirani čelik dobre čvrstoće i otpornosti na udarce.
● Brtva vrata visokotlačnog BOP-a koristi kombiniranu brtvu, koja ima bolju brtvu od tlaka bušotine.
● Koristite plutajuća ili integralna vrata, mogu sigurno brtviti i lako se mijenjati.
● Upotrijebite uljni kanal tipa buriel, šarka ležaja je odvojena od hidrauličke šarke.
● Struktura šarki je jednostavna, lako se demontira i montira.
● Upotrijebite veliku lučnu školjku na obje strane komore i provozajte lučnom vrstom okolo, kako biste smanjili vršno naprezanje školjke pod pritiskom.
● S kompaktnom strukturom, manji od sličnih stranih proizvoda.
● Unutarnja ljuska BOP-a otporna na niske temperature može obraditi cjevovod, kako bi para strujala unutar BOP-a, zračeći toplinu.
Ram sklop
● Cijevni ram
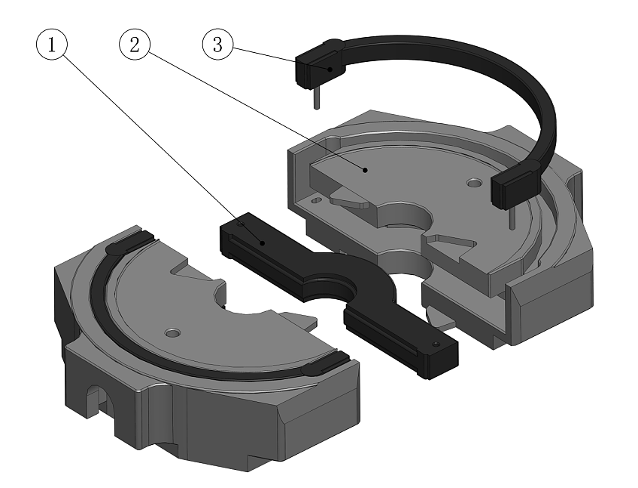 | |
| 1. Gornja brtva 2. Prednja brtva 3. Tijelo cilindra | 1. Tijelo klina 2. Vijak 3. Vijak klina 4. Guma klina 5. Držač stezaljke |
| HF tip Ram sklop | Ram sklop tipa S |
| | |
 | |
| 1. Donje tijelo klina za smicanje 2. Gornja brtvena guma 3. Guma za desnu brtvu 4. Brtva noža Lijeva guma za brtvljenje 3. Tijelo gornjeg klina za smicanje 4. Gornja brtvena guma 5. Lijeva brtvena guma 6. Tijelo gornjeg smicajućeg cilindra | |
| Struktura sklopa smične šipke S tipa Ram BOP | |
Varijabilni Ram
Varijabilni klip može se koristiti za brtvljenje niza cijevi različitih promjera.Promjenjivi klin sastoji se od promjenjivog klina, gornje brtve, promjenjive prednje brtve.Instalacija varijabilnog ram-a u BOP-u je ista kao i obični ram, ne treba mijenjati niti jedan dio BOP-a.
 | |||||||||
| Radni tlak (psi) | Provrt(in) | ||||||||
| 180-7 1/16 | 230-9 (prikaz, stručni). | 280-11 (prikaz, ostalo). | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 (prikaz, stručni). | S | S | S | S | S | S | S | ||
| 14-2000 (prikaz, stručni). | S | ||||||||
Napomena:S Ram BOP specifikacija i model
S predstavlja ram BOP tipa S
| Specifikacija&model | Glavni otvor mm (in) | Radni pritisak MPa (psi) | Količina ulja za otvaranje (Jedan cilindar) | Količina ulja za zatvaranje(Jedan cilindar) | Ram Tip | Ram Veličina (u) | Dimenzija mm | težina kg | Preporučeni BOP kod | |||||
| duljina | širina | visina | singl | dvostruko | ||||||||||
| singl | dvostruko | |||||||||||||
| 180 (71/16 in) serija | (2)FZ18-21 | 179,4 (71/16) | 21-3000 (prikaz, stručni). | 1.6 | 2 | H | najviše 5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2) S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | najviše 5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2) 48,00 S | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | najviše 5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2) 62,00 S | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | najviše 5 1/2 | 1988. godine | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230 (9in) serija | (2)FZ23-21 | 228.6-9 | 21-3000 (prikaz, stručni). | 1.3 | 1.5 | HF | maksimalno 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2) 79,00 S |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | maksimalno 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)23,00 S | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | maksimalno 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | maksimalno 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2) 93,00 S | |
| 280 (11 in) serija | (2)FZ28-21 | 279.4-11 | 21-3000 (prikaz, stručni). | 2.7 | 3.2 | S | maksimalno 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2) 77,00 S |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | maksimalno 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2) 45,00 S | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | maksimalno 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2) 16,00 S | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | maksimalno 8 5/8 | 2650 | 1050 | 1244 | 1784. godine | 6303 | 11028 | (2) 67,00 S | |
| 346 (135/8 in) serija | (2)FZ35-21 | 346.1 (135/8) | 21-3000 (prikaz, stručni). | 7.8 | 8.9 | S | maksimalno 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2) 78,00 S |
| (2)FZ35-35 | 346.1 (135/8) | 35-5000 | 7.9 | 9.3 | S | maksimalno 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2) 103,00 S | |
| (2)FZ35-70 | 346.1 (135/8) | 70-10000 | 18 | 20.7 | HF | maksimalno 10 3/4 | 2786 | 1085 | 1276 | 1782. godine | 6120 | 11135 | (2) S104,00 | |
| (2)FZ35-105 | 346.1 (135/8) | 105-15000 | 17.4 | 20 | H | maksimalno 10 3/4 | 3074 | 1140 | 1420 | 1985. godine | 8945 | 16070 | (2) 115,00 S | |
| 425 (163/4 in) | (2)FZ43-35 | 425.5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | maksimalno 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2) 95,00 S |
| 476 (183/4 in) serija | (2)FZ48-35 | 476.3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | najviše 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2) S116,00 |
| (2)FZ48-70 | 476.3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | najviše 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2) S102,00 | |
| 527 (203/4 in) | (2)FZ53-21 | 527.1(203/4) | 21-3000 (prikaz, stručni). | 12.2 | 13.6 | HF | najviše 16 | 3424 | 1165 | 1065 | 1650. godine | 6130 | 13355 | (2)83,00 S |
| 540 (211/4 in) serija | (2)FZ54-14 | 539.8 (211/4) | 14-2000 (prikaz, stručni). | 12.1 | 13.8 | HF | najviše 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)33,00 S |
| (2)FZ54-35 | 539.8 (211/4) | 35-5000 | 26 | 29.6 | HF | najviše 16 | 3590 | 1445 | 1320 | 1950. godine | 9270 | 17670 | (2) S105,00 | |
| 680 (263/4 in) | (2)FZ68-21 | 679.5 (263/4) | 21-3000 (prikaz, stručni). | 32.6 | 37 | HF | maksimalno 18 5/8 | 4350 | 1450 | 1250 | 1870. godine | 12360 | 20290 | (2) 87,00 S |
| Napomena: 1.BOP Ispitni tlak je 1,5 puta veći od standardnog tlaka | ||||||||||||||
| 2. Radni tlak je od 8,4Mpa do 10,5Mpa | ||||||||||||||
Tip S Shear Ram Radna specifikacija
| BOP Vrsta | BOP model | Preporučeni BOP kod | Vrsta cilindra | Specifikacija bušaće cijevi |
| S | (2)FZ 18-70 | (2)62,00 S | Normalni cilindar | |
| (2)92,00 S | Cilindar s tandem boosterom | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)45,00 S | Veliki cilindar | ||
| (2)100,00 S | Veliki cilindar | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)16,00 S | Normalni cilindar | ||
| (2)S02.00 | Veliki cilindar | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)103,00 S | Normalni cilindar | ||
| (2)99,00 S | Veliki cilindar | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)104,00 S | Normalni cilindar | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)112,00 S | Veliki cilindar | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)117,00 S | Cilindar s tandem boosterom | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)115,00 S | Normalni cilindar | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)113,00 S | Cilindar s tandem boosterom | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)105,00 S | Normalni cilindar | 5" 19,5 lb/ft G-105 PSL-3 |
Varijabilni ram tipa S
| BOP Vrsta | BOP model | Raspon varijabilnog Ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Oprema za kovanje ima 160 tona, 300 tona, 400 tona, 630 tona, 1000 tona, 1600 tona i 2500 tona, može kovati deset grama do 55 kilograma proizvoda grubog ili preciznog kovanja.
Oprema za strojnu obradu uključuje tokarski stroj, bušilicu, brusilicu, rezanje žice, CNC i tako dalje.
Toplinska obrada uključuje normalizaciju, kaljenje, žarenje, kaljenje, čvrstu otopinu, karburizaciju itd.
Površinska obrada uključuje pjeskarenje, bojanje sprejom, galvanizaciju, elektroforezu, fosfat i tako dalje
Oprema za ispitivanje uključuje spektrometar, metalografski analizator, mjerač tvrdoće, stroj za rastezanje, stroj za ispitivanje udarom, fluorescentni magnetski detektor grešaka, ultrazvučni detektor grešaka, tri koordinate itd.
Proizvodi se široko koriste u petrokemijskoj industriji, inženjerskim strojevima, autodijelovima, dijelovima lokomotiva i željeznica, metalurgiji, brodogradnji, vojnim proizvodima i drugim područjima.
Tim za istraživanje i razvoj provodi CAD dizajn, CAM, UG, SOLIDWORKS modeliranje.
Koristimo superfine čelike za kalupe kao sirovinu, dopuštajući njihovu obradu s CNC centrom, osiguravajući da je preciznost čelika za kalupe osigurana i ima izvrsnu otpornost na zamor, otpornost na abraziju, osiguravajući da su otkovci proizvedeni visoke kvalitete.
Ovdje u našoj tvrtki postoji više od 2000 kompleta kalupa.Kupci mogu odabrati bilo koji od njih za obradu kako bi smanjili troškove.Svaki tjedan vršimo popis, čišćenje i evidentiranje zaliha kako bismo osigurali da se proizvodnja odvija prema planu.
Našim skladištem kalupa upravlja se prema IATF16949 sustavu upravljanja kvalitetom i “6S lean managementu”, dajući dug radni vijek kalupa i čineći ga praktičnim za upotrebu i skladištenje.
Dizajnirat ćemo i proizvesti kalupe za kovanje po primitku kupčevih crteža ili uzoraka, zatim ćemo proizvesti kalup slijedeći dizajn kalupa.Kalupi često uključuju kalupe za kovanje, kalupe za rezanje.
Rezanje i zagrijavanje čeličnih trupaca
Često ćemo pripremiti često korišteni materijal na zalihama koji sadrži materijal br. 20°C, 35°C, 45°C, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 itd. Zatim međufrekvencija peć će se koristiti za zagrijavanje sirovina na određenu temperaturu i konačno stavljanje šipke za jelo na metalni okvir za kovanje.
Kovanje
Prije nego započne proces kovanja metala, gornja i donja matrica moraju se spojiti na blok nakovnja preše za kovanje.Zatim će radnici odabrati metalne materijale i staviti ih između kalupa za kovanje kako bi postigli željeni oblik pritiskom metalnih materijala nekoliko puta velikom brzinom.
Čišćenje
Nakon dovršetka kovanja, oko kovanih proizvoda će se pojaviti neželjeni neravnine, pa je uklanjanje neravnina neophodan korak.Što zahtijeva od radnika da montiraju matrice za rezanje pod prešom za probijanje, a zatim prešaju kovane dijelove kako bi očistili neravnine na površini otkovaka.
Toplinska obrada
Proces toplinske obrade pomaže u postizanju potrebnih mehaničkih svojstava i tvrdoće proizvoda.Tehnike toplinske obrade obuhvaćaju normalizaciju, kaljenje, žarenje, kaljenje, kaljenje i tako dalje.
Sačmarenje
Nakon procesa pjeskarenja, otkivci će imati glatkiju i čišću površinu nego što bi bili.Obično je glatkoća površine otkivaka dostupna u Ra6.3, koji je čak i glatkiji od odljeva izgubljenog voska.
Obrada
Za neke komponente, postupak kovanja nije dostupan u zahtijevanoj toleranciji, u ovom slučaju obrada nije obavezna.Provest ćemo obradu proizvoda s različitom opremom za obradu, uključujući stroj za glodanje, stroj za bušenje, bušilicu, brusilicu, stroj za numeričko upravljanje itd.
Obrada površina
U većini slučajeva, ako nisu potrebni posebni zahtjevi, na površini otkovaka imat ćemo tretman protiv hrđe vodom/uljem.Također možemo provesti druge površinske tretmane, uključujući prskanje bojom, premazivanje prahom, galvanizaciju, elektropremaz kako bismo zadovoljili specifične potrebe naših kupaca.
Završni ispit
Imat ćemo inspekciju veličine proizvoda kako bismo osigurali visoku kvalitetu naših proizvoda. Ponekad imamo i ispitivanje mehaničkih performansi i kemijskih komponenti naših proizvoda.
Paket i dostava
U većini slučajeva, kovane komponente bit će pakirane u polietilenske vrećice, a zatim će se staviti u čvrste drvene kutije.Također smo u mogućnosti prilagoditi pakete prema potrebama kupca.Budući da se nalazimo u industrijskom parku Ruian forgings, imamo lak pristup opskrbi sirovinama, što je u cjelini isplativo.





