




Leírás
Szerkezeti jellemzők
● A nyomás alatt álló alkatrészek kiváló ötvözött acélt használnak, jó szilárdsággal és ütésállósággal.
● A nagynyomású BOP ajtótömítése kombinált tömítést használ, amely jobban tömíti a kút nyomását.
● Használjon úszó vagy beépített kaput, biztonságosan lezárható és kényelmesen cserélhető.
● Használjon buriel típusú olajjáratot. A csapágypánt el van választva a hidraulikus csuklópánttól.
● A csuklópánt szerkezete egyszerű, könnyen leszerelhető és felszerelhető.
● Használjon nagy ív típusú héjat a kamra mindkét oldalán, és körös-körül íves módon haladjon át, hogy csökkentse a héj nyomás alatti csúcsfeszültségét.
● Kompakt szerkezetű, kisebb, mint a hasonló külföldi termékek.
● Az alacsony hőmérsékletnek ellenálló BOP belső héja képes feldolgozni a csővezetéket, hogy a gőz a BOP belsejében áramoljon, és hőt sugározzon.
Ram Assembly
● Pipe Ram
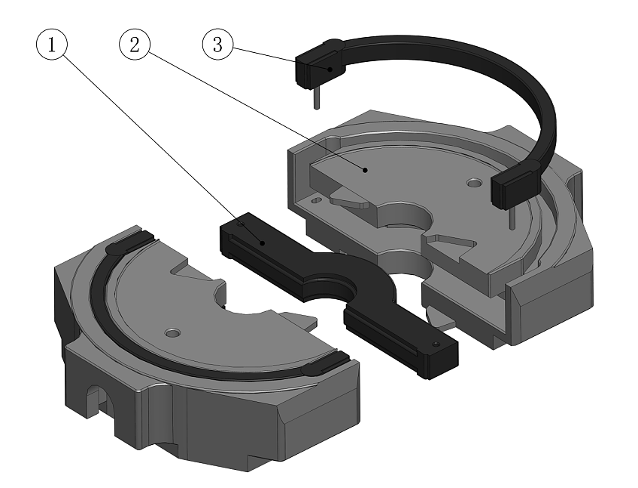 | |
| 1. Felső tömítés 2. Elülső tömítés 3. Nyomószár test | 1. Nyomószár test 2. Csavar 3. Nyomószár csavar 4. Nyomószár gumi 5. bilincstartó |
| HF típusú Ram szerelvény | S típusú Ram szerelvény |
| | |
 | |
| 1. Lefelé nyíróhenger test 2. Felső tömítés gumi 3. Jobb tömítés gumi 4. Penge tömítés Bal tömítés gumi 3. Felfelé nyíróhenger test 4. Felső tömítés gumi 5. Bal oldali tömítés gumi 6. Felfelé nyíróhenger test | |
| Nyíróhenger-szerelvény szerkezete S típusú nyomószár BOP | |
Változó Ram
Különböző átmérőjű csősorok tömítésére változó nyomószár használható.A változtatható nyomószár változó hengerből, felső tömítésből és változtatható első tömítésből áll.A változó ram telepítése a BOP-ban ugyanaz, mint a közös ram, nem kell módosítani a BOP egyetlen részét sem.
 | |||||||||
| Üzemi nyomás (pszi) | Furat (be) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Megjegyzés: S Ram BOP specifikáció és modell
S az S típusú ram BOP-t jelenti
| Specifikáció és modell | Fő furat mm (in) | Munkahelyi nyomás MPa (psi) | Olajmennyiség nyitáshoz (egyhengeres) | Záráshoz szükséges olajmennyiség (egyhengeres) | Ram típusú | Ram Méret (ban ben) | Mérete mm | súly kg | Ajánlott BOP kód | |||||
| hossz | szélesség | magasság | egyetlen | kettős | ||||||||||
| egyetlen | kettős | |||||||||||||
| 180(71/16 in) sorozat | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | maximum5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | maximum 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230 (9 hüvelykes) sorozat | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | maximum 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | maximum 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | maximum 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | maximum 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| 280 (11 hüvelykes) sorozat | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | maximum 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | maximum 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | maximum 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | maximum 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67,00 | |
| 346(135/8 in) sorozat | (2)FZ35-21 | 346,1 (135/8) | 21-3000 | 7.8 | 8.9 | S | maximum 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346,1 (135/8) | 35-5000 | 7.9 | 9.3 | S | maximum 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103,00 | |
| (2)FZ35-70 | 346,1 (135/8) | 70-10000 | 18 | 20.7 | HF | maximum 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104,00 | |
| (2)FZ35-105 | 346,1 (135/8) | 105-15000 | 17.4 | 20 | H | maximum 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 hüvelyk) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | maximum 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95,00 |
| 476(183/4 in) sorozat | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116,00 |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102,00 | |
| 527 (203/4 hüvelyk) | (2)FZ53-21 | 527,1 (203/4) | 21-3000 | 12.2 | 13.6 | HF | maximum 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83,00 |
| 540(211/4 in) sorozat | (2)FZ54-14 | 539,8 (211/4) | 14-2000 | 12.1 | 13.8 | HF | maximum 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8 (211/4) | 35-5000 | 26 | 29.6 | HF | maximum 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105,00 | |
| 680 (263/4 hüvelyk) | (2)FZ68-21 | 679,5 (263/4) | 21-3000 | 32.6 | 37 | HF | maximum 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87,00 |
| Megjegyzés: 1.A BOP tesztnyomás 1,5-szerese a standard nyomásnak | ||||||||||||||
| 2. Az üzemi nyomás 8,4 MPa és 10,5 Mpa között van | ||||||||||||||
S típusú nyírószár Működési specifikáció
| BOP típus | BOP modell | Ajánlott BOP kód | Henger típusa | A fúrócső specifikációja |
| S | (2) FZ 18-70 | (2) S62,00 | Normál henger | |
| (2) S92,00 | Henger tandem nyomásfokozóval | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2) FZ28-35 | (2) S45,00 | Nagy henger | ||
| (2) S100,00 | Nagy henger | 5" 19,5 font/ft G-105 PSL-3 | ||
| (2) FZ 28-70 | (2) S16.00 | Normál henger | ||
| (2) S02.00 | Nagy henger | 5" 19,5 font/ft G-105 PSL-3 | ||
| (2) FZ 35-35 | (2) S103,00 | Normál henger | ||
| (2) S99,00 | Nagy henger | 5" 19,5 font/ft G-105 PSL-3 | ||
| (2) FZ 35-70 | (2) S104,00 | Normál henger | 5" 19,5 font/ft G-105 PSL-3 | |
| (2) S112,00 | Nagy henger | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2) S117,00 | Henger tandem nyomásfokozóval | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2) FZ 35-105 | (2) S115,00 | Normál henger | 5" 19,5 font/ft G-105 PSL-3 | |
| (2) S113,00 | Henger tandem nyomásfokozóval | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2) FZ 54-35 | (2) S105,00 | Normál henger | 5" 19,5 font/ft G-105 PSL-3 |
S típus Változó ram-tartomány
| BOP típus | BOP modell | Változó ram tartománya (in) | |||
| S | (2) FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2) FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2) FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2) FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2) FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2) FZ 54-35 | 4 1/2"-5 1/2" | ||||
A kovácsoló berendezések 160 tonnás, 300 tonnás, 400 tonnás, 630 tonnás, 1000 tonnás, 1600 tonnás és 2500 tonnás kovácsolású, tíz grammból 55 kilogramm durva kovácsolási vagy precíziós kovácsolási termékekre képesek.
A megmunkáló berendezéseknek van eszterga, fúrógép, köszörű, huzalvágás, CNC és így tovább.
A hőkezelés magában foglalja a normalizálást, temperálást, lágyítást, hűtést, szilárd oldatot, karburálást stb.
A felületkezelés magában foglalja a szemcseszórást, szórással festést, galvanizálást, elektroforézist, foszfátot és így tovább
A vizsgáló berendezés tartalmaz spektrométert, metallográfiai elemzőt, keménységmérőt, szakítógépet, ütésvizsgáló gépet, fluoreszcens mágneses részecskehiba-detektort, ultrahangos hibaérzékelőt, három koordinátát stb.
A termékeket széles körben használják a petrolkémiai iparban, a mérnöki gépekben, az autóalkatrészekben, a mozdony- és vasúti alkatrészekben, a kohászatban, a hajógyártásban, a katonai termékekben és más területeken.
A K+F csapat CAD tervezési, CAM, UG, SOLIDWORKS modellezési munkákat végez.
Szuperfinom présacélokat használunk nyersanyagként, lehetővé téve ezek CNC-központtal történő megmunkálását, biztosítva a présacél pontosságát és kiváló kifáradás-, kopásállóságát, biztosítva, hogy a kovácsolt darabok jó minőségben készüljenek.
Cégünknél több mint 2000 formakészlet található.A költségek minimalizálása érdekében az ügyfelek bármelyiket választhatják feldolgozásra.Hetente leltárfelvételt, elszámolást és nyilvántartást végzünk annak érdekében, hogy a gyártás az ütemezettnek megfelelően haladjon.
Formaraktárunkat az IATF16949 minőségirányítási rendszer és a „6S lean management” követésével irányítjuk, ami hosszú élettartamot biztosít a szerszámnak, kényelmessé teszi a használatát és tárolását.
A megrendelő rajzainak vagy mintáinak kézhezvétele után kovácsoló formákat tervezünk és gyártunk, majd a formatervezést követve elkészítjük a formát.A formák gyakran tartalmaznak kovácsolószerszámokat, vágószerszámokat.
Acél tuskó vágás és fűtés
Gyakran a raktáron lévő, gyakran használt anyagokat készítjük elő 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, then intermedia, Q235, A10te, Q235, A10te stb. A kemencében a nyersanyagokat bizonyos hőmérsékletre melegítik, és végül az evőrudat a fémvázra helyezik a kovácsoláshoz.
Kovácsolás
A fémkovácsolási folyamat megkezdése előtt a felső és alsó szerszámot a kovácsolóprés üllőblokkjához kell csatlakoztatni.Ezután a munkások kiválasztják a fémanyagokat, és a kovácsolószerszámok közé helyezik, hogy a fémanyagokat többszöri nagy sebességgel préselve elérjék a kívánt formát.
Tisztítás
A kovácsolás befejezése után a kovácsolt nyersdarabok körül nem kívánt sorja keletkezik, ezért a sorja eltávolítása szükséges lépés.Ez megköveteli, hogy a dolgozók a vágószerszámokat a lyukasztóprés alá szereljék, majd a kovácsolt nyersdarabokat préseljék, hogy megtisztítsák a sorját a kovácsolt anyagok felületén.
Hőkezelés
A hőkezelési eljárás segít elérni a kívánt mechanikai teljesítményt és a termékek keménységét.A hőkezelési technikák magukban foglalják a normalizálást, a kioltást, az izzítást, a temperálást, az edzést és így tovább.
Sörétszórás
A szemcseszórás után a kovácsolt anyagok felülete simább és tisztább lesz, mint amilyen lett volna.A kovácsolt anyagok felületi simasága általában Ra6.3-ban érhető el, ami még simább, mint az elveszett viaszöntvényé.
Feldolgozás
Egyes alkatrészeknél a kovácsolási eljárás nem elérhető a szükséges tűréshatárban, ebben az esetben a feldolgozás opcionális.A termék feldolgozását különböző feldolgozó berendezésekkel végezzük, beleértve a marógépet, fúrógépet, fúrógépet, köszörűgépet, numerikus vezérlőgépet stb.
Felületkezelés
A legtöbb esetben, ha nincs szükség speciális követelményekre, víz/olajos rozsdavédő kezelést végzünk a kovácsolt anyagok felületén.Más felületkezeléseket is lebonyolítunk, beleértve a festékszórást, porfestést, galvanizálást, elektromázolást ügyfeleink egyedi igényeinek megfelelően.
Záróvizsga
Megvizsgáljuk a termék méretét, hogy biztosítsuk termékeink kiváló minőségét. Néha mechanikai teljesítményt és kémiai összetevőket is tesztelünk termékeinken.
Csomagolás és szállítás
A legtöbb esetben a kovácsolt alkatrészeket polietilén zacskókba csomagolják, majd szilárd fadobozokba helyezik.Csomagokat is tudunk személyre szabni a megrendelő igényei szerint.Mivel a Ruian kovácsoltvas ipari parkban találhatóunk, könnyen hozzáférhetünk az alapanyag-ellátáshoz, ami összességében költséghatékony.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu