




Keterangan
Fitur Struktural
● Komponen bertekanan mengadopsi baja paduan unggul dengan kekuatan dan ketangguhan impak yang baik.
● Segel pintu BOP tekanan tinggi menggunakan segel gabungan, yang memiliki segel yang lebih baik dari tekanan sumur.
● Gunakan gerbang mengambang atau integral, dapat disegel dengan aman dan diganti dengan nyaman.
● Gunakan saluran oli tipe buriel, Engsel bantalan dipisahkan dari engsel hidrolik.
● Struktur engsel sederhana, mudah dilepas dan dipasang.
● Gunakan selongsong tipe busur besar di kedua sisi bilik, dan transit dengan tipe busur di sekelilingnya, untuk mengurangi tegangan puncak selongsong di bawah tekanan.
● Dengan struktur kompak, lebih kecil dari produk asing serupa.
● Cangkang internal BOP yang tahan terhadap suhu rendah dapat memproses pipa, untuk membuat aliran uap di dalam BOP, memancarkan panas.
Majelis Ram
● Pipa Ram
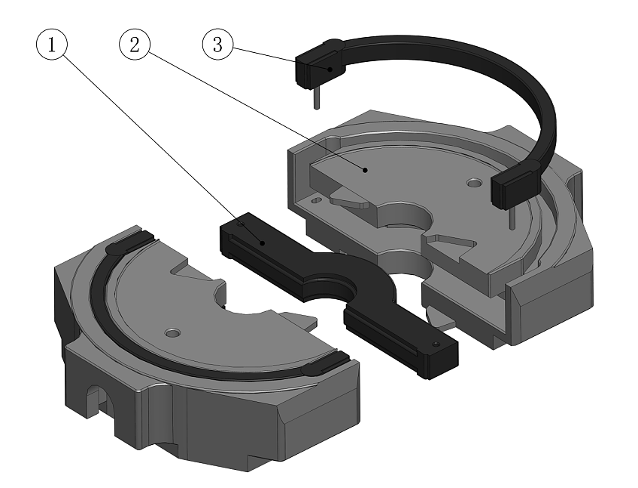 | |
| 1. Segel atas 2. Segel depan 3. Badan ram | 1. Bodi Ram 2. Baut 3. Baut Ram 4. Karet Ram 5. Pemegang penjepit |
| Rakitan Ram tipe HF | Rakitan Ram tipe S |
| | |
 | |
| 1. Bodi shear ram bawah 2. Karet seal atas 3. Karet seal kanan 4. Seal bilah Karet seal kiri 3. Bodi shear ram atas 4. Karet seal atas 5. Karet seal kiri 6. Body ram geser atas | |
| Shear Ram Assembly Struktur Ram BOP tipe S | |
Variabel Ram
Ram variabel dapat digunakan untuk menyegel tali pipa dengan diameter berbeda.Ram variabel terdiri dari ram variabel, segel atas, segel depan variabel.Pemasangan ram variabel di BOP sama dengan ram biasa, tidak perlu mengubah bagian BOP.
 | |||||||||
| Tekanan operasi (psi) | Bor(dalam) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10.000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Catatan: Spesifikasi & Model S Ram BOP
S mewakili tipe S ram BOP
| Spesifikasi & Model | Lubang Utama mm(dalam) | Tekanan Pekerjaan MPa(psi) | Kuantitas oli untuk pembukaan (Silinder Tunggal) | Kuantitas oli untuk penutupan (Silinder Tunggal) | Tipe Ram | Ukuran Ram (di dalam) | Dimensi mm | berat kg | Kode BOP yang direkomendasikan | |||||
| panjang | lebar | tinggi | lajang | dobel | ||||||||||
| lajang | dobel | |||||||||||||
| Seri 180(71/16 in). | (2)FZ18-21 | 179,4(71/16) | 21-3000 | 1.6 | 2 | H | maksimum5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4(71/16) | 35-5000 | 1.6 | 2 | H | maksimum5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179,4(71/16) | 70-10.000 | 2.2 | 2.5 | H | maksimum5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179,4(71/16) | 105-15000 | 7.4 | 8 | H | maksimum5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in) seri | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | maksimal 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79.00 |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | maksimal 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228.6-9 | 70-10.000 | 7 | 8 | H | maksimal 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | maksimal 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93.00 | |
| Seri 280(11in). | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | maksimal 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | maksimal 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45.00 | |
| (2)FZ28-70 | 279.4-11 | 70-10.000 | 7 | 8 | H | maksimal 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | maksimal 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67.00 | |
| Seri 346(135/8 in). | (2)FZ35-21 | 346,1(135/8) | 21-3000 | 7.8 | 8.9 | S | maksimal 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78.00 |
| (2)FZ35-35 | 346,1(135/8) | 35-5000 | 7.9 | 9.3 | S | maksimal 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346,1(135/8) | 70-10.000 | 18 | 20.7 | HF | maksimal 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346,1(135/8) | 105-15000 | 17.4 | 20 | H | maksimal 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115.00 | |
| 425(163/4 inci) | (2)FZ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | maksimal 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95.00 |
| Seri 476(183/4 in). | (2)FZ48-35 | 476,3(183/4) | 35-5000 | 24.5 | 27.9 | HF | maksimal 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3(183/4) | 70-10.000 | 24.5 | 27.9 | HF | maksimal 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527(203/4in) | (2)FZ53-21 | 527,1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maksimal 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| Seri 540(211/4 in). | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maksimal 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29.6 | HF | maksimal 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680(263/4 inci) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32.6 | 37 | HF | maksimal 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Catatan 1.Tekanan Pengujian BOP adalah 1,5 kali dari tekanan standar | ||||||||||||||
| 2. Tekanan pengoperasian dari 8,4Mpa hingga 10,5Mpa | ||||||||||||||
Spesifikasi Pengoperasian Shear Ram Tipe S
| Tipe BOP | model BOP | Kode BOP yang direkomendasikan | Tipe Silinder | Spesifikasi pipa bor |
| S | (2)FZ 18-70 | (2)S62.00 | Silinder biasa | |
| (2)S92.00 | Silinder dengan penguat tandem | 4 1/2" 16,6lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45.00 | Silinder besar | ||
| (2)S100.00 | Silinder besar | 5" 19,5lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Silinder biasa | ||
| (2)S02.00 | Silinder besar | 5" 19,5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Silinder biasa | ||
| (2)S99.00 | Silinder besar | 5" 19,5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Silinder biasa | 5" 19,5lb/ft G-105 PSL-3 | |
| (2)S112.00 | Silinder besar | 5 1/2" 24,7lb/ft G-105 PSL-3 | ||
| (2)S117.00 | Silinder dengan penguat tandem | 5 1/2" 24,7lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115.00 | Silinder biasa | 5" 19,5lb/ft G-105 PSL-3 | |
| (2)S113.00 | Silinder dengan penguat tandem | 5 1/2" 24,7lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105.00 | Silinder biasa | 5" 19,5lb/ft G-105 PSL-3 |
Rentang Ram Variabel Tipe S
| Tipe BOP | Model BOP | Rentang Ram Variabel (dalam) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2) FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Peralatan penempaan memiliki 160 ton, 300 ton, 400 ton, 630 ton, 1000 ton, 1600 ton, dan 2500 ton, dapat menempa sepuluh gram hingga 55 kilogram produk penempaan kasar atau penempaan presisi.
Peralatan permesinan memiliki mesin bubut, mesin bor, penggiling, pemotong kawat, CNC dan sebagainya.
Perlakuan panas meliputi normalisasi, tempering, anil, pendinginan, larutan padat, karburasi, dll
Perawatan permukaan termasuk peledakan tembakan, pengecatan semprot, pelapisan listrik, elektroforesis, fosfat dan sebagainya
Peralatan pengujian meliputi spektrometer, penganalisa metalografi, pengukur kekerasan, mesin tarik, mesin uji benturan, detektor cacat partikel magnetik fluoresen, detektor cacat ultrasonik, tiga koordinat, dll.
Produk banyak digunakan dalam industri petrokimia, mesin teknik, suku cadang mobil, suku cadang lokomotif dan kereta api, metalurgi, pembuatan kapal, produk militer dan bidang lainnya.
Tim R&D melakukan pekerjaan pemodelan desain CAD, CAM, UG, SOLIDWORKS.
Kami menggunakan baja die super halus sebagai bahan baku, memungkinkannya diproses dengan pusat CNC, memastikan presisi baja mati terjamin dan memiliki ketahanan lelah yang sangat baik, ketahanan abrasi, memastikan tempa diproduksi dengan kualitas tinggi.
Ada lebih dari 2000 set cetakan di perusahaan kami.Pelanggan dapat memilih salah satu dari mereka untuk diproses untuk meminimalkan biaya.Kami melakukan inventarisasi, kliring, dan pencatatan setiap minggu untuk memastikan produksi berjalan sesuai jadwal.
Gudang cetakan kami dikelola dengan mengikuti sistem manajemen kualitas IATF16949 dan "manajemen ramping 6S", memberikan masa pakai yang lama untuk cetakan dan membuatnya nyaman untuk digunakan dan disimpan.
Kami akan merancang dan memproduksi cetakan tempa setelah menerima gambar atau sampel pelanggan, kemudian kami akan memproduksi cetakan dengan mengikuti desain cetakan.Cetakan sering termasuk cetakan mati, pemotongan mati.
Pemotongan dan pemanasan billet baja
Seringkali, kami akan menyiapkan bahan yang sering digunakan dalam stok yang menampilkan bahan No. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 dll. Kemudian frekuensi menengah tungku akan digunakan untuk memanaskan bahan mentah ke suhu tertentu dan akhirnya meletakkan batang makan pada kerangka logam untuk ditempa.
Penempaan
Sebelum proses penempaan logam dimulai, cetakan atas dan bawah harus dihubungkan ke blok landasan penempaan.Kemudian para pekerja akan mengambil bahan logam dan meletakkannya di antara cetakan untuk mencapai bentuk yang diinginkan dengan menekan bahan logam beberapa kali dengan kecepatan tinggi.
Pembersihan
Setelah penempaan selesai, akan ada gerinda yang tidak diinginkan di sekitar benda kerja yang dipalsukan, jadi menghilangkan gerinda adalah langkah yang perlu.Yang mengharuskan pekerja memasang trimming die di bawah punching press, lalu menekan blanko yang ditempa untuk membersihkan gerinda pada permukaan tempa.
Perawatan panas
Proses perlakuan panas membantu mendapatkan kinerja mekanik dan kekerasan produk yang dibutuhkan.Teknik perlakuan panas meliputi normalisasi, pendinginan, anil, temper, pengerasan dan sebagainya.
Tembakan peledakan
Setelah proses shot blasting, tempa akan memiliki permukaan yang lebih halus dan lebih bersih dari seharusnya.Biasanya kehalusan permukaan tempa tersedia di Ra6.3, yang bahkan lebih halus daripada pengecoran lilin yang hilang.
Pengolahan
Untuk beberapa komponen, proses penempaan tidak tersedia dalam toleransi yang diperlukan, dalam hal ini pemrosesan bersifat opsional.Kami akan melakukan pemrosesan produk dengan peralatan pemrosesan yang berbeda, termasuk mesin penggilingan, mesin bor, mesin bor, mesin penggiling, mesin kontrol numerik, dll.
Pengobatan permukaan
Dalam kebanyakan kasus, jika tidak ada persyaratan khusus yang diperlukan, kami akan memiliki perawatan perlindungan karat air / minyak pada permukaan tempa.Kami juga dapat melakukan perawatan permukaan lainnya, termasuk penyemprotan cat, pelapisan bubuk, pelapisan listrik, pelapisan listrik untuk memenuhi kebutuhan spesifik pelanggan kami.
Ujian akhir
Kami akan melakukan inspeksi pada ukuran produk untuk memastikan kualitas tinggi dari produk kami. Kadang-kadang, kami juga memiliki kinerja mekanik dan pengujian komponen kimia pada produk kami.
Paket dan pengiriman
Dalam kebanyakan kasus, komponen palsu akan dikemas dalam kantong polietilen dan kemudian dimasukkan ke dalam kotak kayu yang kokoh.Kami juga dapat menyesuaikan paket sesuai dengan kebutuhan pelanggan.Karena kami berlokasi di kawasan industri tempa Ruian, kami memiliki akses mudah ke pasokan bahan baku, yang hemat biaya secara keseluruhan.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu