Descrizione
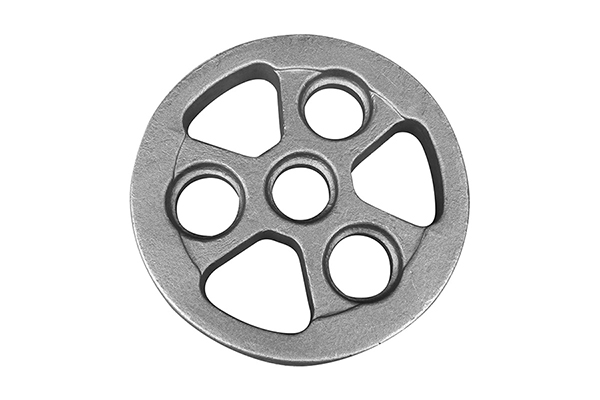
● La bobina per tubi TS è una bobina standard utilizzata nel pozzo a completamento singolo, con dimensioni della flangia da 7-1/16", 9"、11" e 13-5/8"
● Il diametro della bobina del tubo gradisce una sporgenza di 45°, per sopportare il carico della tubazione.La sua simmetria ciclica serve ad evitare il danneggiamento del diametro causato dal rotolamento del tubo.Il caricamento uniforme sulla sporgenza ha garantito un'elevata capacità di sospensione
● Compatibilità del gancio per tubi: la bobina per tubi di tipo Shenkai TS può essere utilizzata con tipi di gancio per tubi per pozzo a completamento singolo
● Uscite laterali: possono essere filettate o bullonate.Le uscite laterali della connessione imbullonata devono essere maschiate per installare l'otturatore della valvola
● Jackscrew: una caratteristica importante del jackscrew sono le parti di tenuta nella filettatura della vite di testa.Può prevenire i danni causati dalla corrosione del liquido ed evitare l'accumulo di particelle solide nella filettatura dell'estremità della vite
● Guarnizione secondaria: con doppia P o singola P, la bobina del tubo di tipo TS potrebbe utilizzare il tubo dell'involucro inferiore della guarnizione di tipo T o la guarnizione metallica
● Punto di prova e punto di iniezione: tutti i punti di prova e il punto di iniezione utilizzano una tenuta metallica.Valvola di ritegno installata nel punto di iniezione
Caratteristiche strutturali
Parametro tecnico
Testa del tubo e bobina del tubo
| Flangia superiore | Flangia inferiore | Taglia in | Taglia in | |||||||||
| Nominale In | Classificato psi | Diametro di deriva In | Pressione psi | Calpestato In | Tipo borchiato | A | B | C | A | B | C | |
| in | psi | |||||||||||
| 11 | 2000 | 7 | 3000 | 2 | 2-1/16 | 3000 | 20.88 | 10.30 | 6.81 | 530.23 | 261,62 | 173.4 |
| 11 | 3000 | 7 | 3000 | 2 | 2-1/16 | 3000 | 20.88 | 10.30 | 6.81 | 530.23 | 261,62 | 173.4 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 22.00 | 11.44 | 6.81 | 558,80 | 290,58 | 173.4 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 533.4 | 12.10 | 8.22 | 573.09 | 307.34 | 208,79 |
| 11 | 3000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 25.00 | 11.44 | 6.81 | 635,00 | 290,58 | 173.04 |
| 11 | 5000 | 7 | 10000 | 2 | 2-1/16 | 10000 | 25.00 | 11.85 | 6.77 | 635,00 | 300,99 | 171,96 |
| 11 | 5000 | 7 | 5000 | 2 | 2-1/16 | 5000 | 22.56 | 11.13 | 8.22 | 573.09 | 282,70 | 208,79 |
| 11 | 10000 | 7 | 10000 | 2 | 2-1/16 | 10000 | 25.50 | 11.50 | 6.77 | 647,7 | 292.10 | 171,96 |
L'attrezzatura per la forgiatura ha 160 tonnellate, 300 tonnellate, 400 tonnellate, 630 tonnellate, 1000 tonnellate, 1600 tonnellate e 2500 tonnellate, può forgiare da dieci grammi a 55 chilogrammi di forgiatura grezza o prodotti di forgiatura di precisione.
Le attrezzature di lavorazione hanno tornio, trapano, smerigliatrice, taglio a filo, CNC e così via.
Il trattamento termico include normalizzazione, rinvenimento, ricottura, tempra, soluzione solida, cementazione, ecc
Il trattamento superficiale comprende granigliatura, verniciatura a spruzzo, galvanica, elettroforesi, fosfatazione e così via
L'apparecchiatura di prova comprende spettrometro, analizzatore metallografico, misuratore di durezza, macchina di trazione, macchina per prove di impatto, rilevatore di difetti di particelle magnetiche fluorescenti, rilevatore di difetti ad ultrasuoni, tre coordinate, ecc.
I prodotti sono ampiamente utilizzati nell'industria petrolchimica, macchinari di ingegneria, ricambi auto, parti di locomotive e ferrovie, metallurgia, costruzione navale, prodotti militari e altri campi.
Il team di ricerca e sviluppo si occupa di progettazione CAD, CAM, UG, lavori di modellazione SOLIDWORKS.
Utilizziamo acciai per stampi superfini come materia prima, consentendo loro di essere lavorati con un centro CNC, assicurando che la precisione dell'acciaio per stampi sia garantita e abbia un'eccellente resistenza alla fatica, resistenza all'abrasione, assicurando che i forgiati siano prodotti in alta qualità.
Ci sono più di 2000 set di stampi qui nella nostra azienda.I clienti possono scegliere uno qualsiasi di essi per l'elaborazione per ridurre al minimo i costi.Eseguiamo l'inventario, la compensazione e la registrazione ogni settimana per garantire che la produzione proceda come programmato.
Il nostro magazzino stampi è gestito seguendo il sistema di gestione della qualità IATF16949 e “6S lean management”, conferendo allo stampo una lunga vita utile e rendendolo comodo per l'utilizzo e lo stoccaggio.
Progetteremo e fabbricheremo stampi per forgiatura al ricevimento dei disegni o dei campioni del cliente, quindi realizzeremo lo stampo seguendo il progetto dello stampo.Gli stampi spesso includono stampi per forgiatura, stampi per rifilatura.
Taglio e riscaldamento di billette d'acciaio
Spesso, prepareremo il materiale utilizzato di frequente in stock con il numero di materiale di 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 ecc. Quindi una frequenza intermedia la fornace verrà utilizzata per riscaldare le materie prime a una certa temperatura e infine mettere la verga da mangiare sulla struttura metallica per la forgiatura.
Forgiatura
Prima dell'inizio del processo di forgiatura del metallo, gli stampi superiore e inferiore devono essere collegati al blocco dell'incudine della pressa per forgiatura.Quindi gli operai raccoglieranno i materiali metallici e li inseriranno tra gli stampi di forgiatura per ottenere la forma desiderata premendo più volte i materiali metallici ad alta velocità.
Pulizia
Dopo che la forgiatura è stata completata, ci saranno sbavature indesiderate attorno ai pezzi grezzi forgiati, quindi rimuovere le sbavature è un passaggio necessario.Ciò richiede che gli operai montino gli stampi di rifilatura sotto la punzonatrice, quindi pressino i pezzi forgiati per pulire le sbavature sulla superficie dei forgiati.
Trattamento termico
Il processo di trattamento termico aiuta a ottenere le prestazioni meccaniche e la durezza richieste dei prodotti.Le tecniche di trattamento termico coprono normalizzazione, tempra, ricottura, rinvenimento, indurimento e così via.
Granigliatura
Dopo il processo di granigliatura, i forgiati avranno una superficie più liscia e pulita di quanto sarebbe stata.Di solito la levigatezza superficiale dei forgiati è disponibile in Ra6.3, che è ancora più liscia di quella della fusione a cera persa.
in lavorazione
Per alcuni componenti il processo di forgiatura non è disponibile nella tolleranza richiesta, in questo caso la lavorazione è facoltativa.Condurremo la lavorazione del prodotto con diverse apparecchiature di lavorazione, tra cui fresatrice, alesatrice, trapano a colonna, rettificatrice, macchina a controllo numerico ecc.
Trattamento della superficie
Nella maggior parte dei casi, se non sono richiesti requisiti specifici, avremo un trattamento antiruggine acqua/olio sulla superficie dei pezzi fucinati.Possiamo anche eseguire altri trattamenti superficiali, tra cui verniciatura a spruzzo, verniciatura a polvere, galvanica, galvanica per soddisfare le esigenze specifiche dei nostri clienti.
Esame finale
Effettueremo un'ispezione sulle dimensioni del prodotto per garantire l'alta qualità dei nostri prodotti. A volte, eseguiamo anche test delle prestazioni meccaniche e dei componenti chimici sui nostri prodotti.
Pacco e consegna
Nella maggior parte dei casi, i componenti forgiati verranno imballati in sacchi di polietilene e successivamente inseriti in solide scatole di legno.Siamo inoltre in grado di personalizzare i pacchetti in base alle esigenze del cliente.Poiché ci troviamo nel parco industriale dei fucinati di Ruian, abbiamo un facile accesso alla fornitura di materie prime, che nel complesso è conveniente.