




Сипаттама
Құрылымдық ерекшелігі
● Қысыммен жұмыс істейтін құрамдас бөліктер жақсы беріктігі мен соққы беріктігі бар жоғары легирленген болатты қабылдайды.
● Жоғары қысымды BOP есік тығыздағышында ұңғыма қысымынан жақсырақ нығыздауға ие аралас тығыздағыш қолданылады.
● Қалқымалы немесе интегралды қақпаны пайдаланыңыз, қауіпсіз тығыздауға және ыңғайлы өзгертуге болады.
● Мойынтіректің топсасы гидравликалық топсадан бөлінген майлы жолды пайдаланыңыз.
● Топсаның құрылымы қарапайым, ажырату және орнату оңай.
● Камераның екі жағында үлкен доға тәрізді қабықты пайдаланыңыз және қысым астында қабықтың ең жоғары кернеуін азайту үшін доға түріндегі бүкіл айналаға өтіңіз.
● Шағын құрылымды, ұқсас шетелдік өнімдерден кішірек.
● Төмен температураға төзімді BOP ішкі қабығы BOP ішіндегі бу ағынын жасау үшін жылуды шығару үшін құбырды өңдей алады.
Ram жинағы
● Құбыр рамкасы
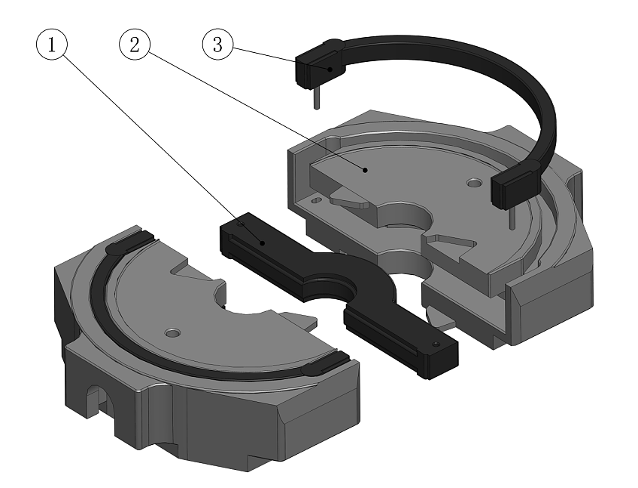 | |
| 1. Үстіңгі тығыздағыш 2. Алдыңғы тығыздағыш 3. Рам корпусы | 1. Рам корпусы 2. Болт 3. Рам болт 4. Рамка резеңке 5. Қысқыш ұстағыш |
| HF түрі Ram жинағы | S типті RAM жинағы |
| | |
 | |
| 1. Төменгі ығыстырғыштың корпусы 2. Үстіңгі тығыздағыш резеңке 3. Оң жақ тығыздағыш резеңке 4. Пышақты тығыздағыш Сол жақ тығыздағыш резеңке 3. Жоғары ығыстырғыш корпус 4. Үстіңгі тығыздағыш резеңке 5. Сол жақ тығыздағыш резеңке 6. Жоғары ығыстырғыш корпус | |
| S типті Ram BOP ығысу Ram құрастыру құрылымы | |
Айнымалы RAM
Ауыспалы рамка құбыр жолының әртүрлі диаметрін тығыздау үшін пайдаланылуы мүмкін.Айнымалы қошқар айнымалы қошқардан, үстіңгі тығыздағыштан, ауыспалы алдыңғы тығыздағыштан тұрады.BOP-да айнымалы RAM орнату қарапайым RAM сияқты бірдей, BOP кез келген бөлігін өзгерту қажет емес.
 | |||||||||
| Жұмыс қысымы (psi) | Бос (ішінде) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Ескертпе: S Ram BOP спецификациясы және үлгісі
S S типті RAM BOP білдіреді
| Спецификация&Модель | Негізгі ұңғыма мм(дюйм) | Жұмыс қысымы МПа(psi) | Ашуға арналған май мөлшері (Бір цилиндрлі) | Жабуға арналған май мөлшері(Бір цилиндр) | Ram түрі | Ram өлшемі (in) | Өлшемі мм | салмағы кг | Ұсынылатын BOP коды | |||||
| ұзындығы | ені | биіктігі | бойдақ | қос | ||||||||||
| бойдақ | қос | |||||||||||||
| 180(71/16 дюйм) серия | (2)ФЗ18-21 | 179,4(71/16) | 21-3000 | 1.6 | 2 | H | максимум5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)ФЗ18-35 | 179,4(71/16) | 35-5000 | 1.6 | 2 | H | максимум5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179,4(71/16) | 70-10000 | 2.2 | 2.5 | H | максимум5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179,4(71/16) | 105-15000 | 7.4 | 8 | H | максимум5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9 дюйм) сериясы | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | максимум 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79.00 |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | максимум 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | максимум 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | максимум 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93.00 | |
| 280(11 дюйм) сериясы | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | максимум 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | максимум 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45.00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | максимум 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | максимум 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67,00 | |
| 346(135/8 дюйм) сериясы | (2)FZ35-21 | 346,1(135/8) | 21-3000 | 7.8 | 8.9 | S | максимум 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346,1(135/8) | 35-5000 | 7.9 | 9.3 | S | максимум 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346,1(135/8) | 70-10000 | 18 | 20.7 | HF | максимум 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346,1(135/8) | 105-15000 | 17.4 | 20 | H | максимум 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115.00 | |
| 425(163/4 дюйм) | (2)FZ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | максимум 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95.00 |
| 476(183/4 дюйм) сериясы | (2)FZ48-35 | 476,3(183/4) | 35-5000 | 24.5 | 27.9 | HF | максимум 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3(183/4) | 70-10000 | 24.5 | 27.9 | HF | максимум 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527(203/4дюйм) | (2)FZ53-21 | 527,1(203/4) | 21-3000 | 12.2 | 13.6 | HF | максимум 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| 540(211/4 дюйм) сериясы | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | максимум 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29.6 | HF | максимум 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680(263/4дюйм) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32.6 | 37 | HF | максимум 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Ескерту: 1.BOP Сынақ қысымы стандартты қысымнан 1,5 есе | ||||||||||||||
| 2. Жұмыс қысымы 8,4Мпа-дан 10,5Мпа-ға дейін | ||||||||||||||
S Type Shear Ram Жұмыс сипаттамасы
| BOP түрі | BOP үлгісі | Ұсынылатын BOP коды | Цилиндр түрі | Бұрғылау құбырының спецификациясы |
| S | (2)ФЗ 18-70 | (2)S62.00 | Қалыпты цилиндр | |
| (2)S92.00 | Тандем күшейткіші бар цилиндр | 4 1/2" 16,6 фунт/фут G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45.00 | Үлкен цилиндр | ||
| (2)S100.00 | Үлкен цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 | ||
| (2)ФЗ 28-70 | (2)S16.00 | Қалыпты цилиндр | ||
| (2)S02.00 | Үлкен цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 | ||
| (2)ФЗ 35-35 | (2)S103.00 | Қалыпты цилиндр | ||
| (2)S99.00 | Үлкен цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 | ||
| (2)ФЗ 35-70 | (2)S104.00 | Қалыпты цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 | |
| (2)S112.00 | Үлкен цилиндр | 5 1/2" 24,7 фунт/фут G-105 PSL-3 | ||
| (2)S117.00 | Тандем күшейткіші бар цилиндр | 5 1/2" 24,7 фунт/фут S-135 PSL-3 | ||
| (2)ФЗ 35-105 | (2)S115.00 | Қалыпты цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 | |
| (2)S113.00 | Тандем күшейткіші бар цилиндр | 5 1/2" 24,7 фунт/фут S-135 PSL-3 | ||
| (2)ФЗ 54-35 | (2)S105.00 | Қалыпты цилиндр | 5" 19,5 фунт/фут G-105 PSL-3 |
S түріндегі айнымалы жедел жад диапазоны
| BOP түрі | BOP моделі | Айнымалы RAM диапазоны (in) | |||
| S | (2)ФЗ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)ФЗ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)ФЗ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)ФЗ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)ФЗ 54-35 | 4 1/2"-5 1/2" | ||||
Соғу жабдықтарында 160 тонна, 300 тонна, 400 тонна, 630 тонна, 1000 тонна, 1600 тонна және 2500 тонна бар, он граммнан 55 килограммға дейін өрескел соғу немесе дәл соғу өнімдерін соғуға болады.
Өңдеу жабдықтарында токарь, бұрғылау станогы, тегістеуіш, сым кесу, CNC және т.б.
Термиялық өңдеу нормалау, шынықтыру, күйдіру, сөндіру, қатты ерітінді, карбюризация және т.б
Беткі өңдеуге атқылау, бүріккіш бояу, гальваника, электрофорез, фосфат және т.б. кіреді.
Сынақ жабдығына спектрометр, металлографиялық анализатор, қаттылық өлшегіш, созу машинасы, соққы сынау машинасы, флуоресцентті магниттік бөлшектер дефектоскоп, ультрадыбыстық дефектоскоп, үш координат және т.б. кіреді.
Өнімдер мұнай-химия өнеркәсібінде, машина жасау машиналарында, автомобиль бөлшектерінде, локомотив және темір жол бөлшектерінде, металлургияда, кеме жасауда, әскери өнімдерде және басқа салаларда кеңінен қолданылады.
R&D тобы CAD дизайнын, CAM, UG, SOLIDWORKS модельдеу жұмыстарын жүргізеді.
Шикізат ретінде біз тым жұқа қалыпта болаттарды пайдаланамыз, бұл оларды CNC орталығымен өңдеуге мүмкіндік береді, болаттың дәлдігін қамтамасыз етеді және тамаша шаршауға төзімділігін, абразивті төзімділігін қамтамасыз етеді, соғылмалардың жоғары сапада шығарылуын қамтамасыз етеді.
Біздің компанияда 2000-нан астам қалыптар жиынтығы бар.Тұтынушылар шығындарды азайту үшін өңдеу үшін олардың кез келгенін таңдай алады.Өндіріс жоспарланғандай жүріп жатқанын қамтамасыз ету үшін біз апта сайын түгендеуді, тазартуды және тіркеуді орындаймыз.
Біздің қалып қоймасы IATF16949 сапа менеджменті жүйесіне және «6S тиімді басқару» жүйесіне сәйкес басқарылады, қалыпқа ұзақ қызмет ету мерзімін береді және оны пайдалану мен сақтауға ыңғайлы етеді.
Біз тапсырыс берушінің сызбаларын немесе үлгілерін алғаннан кейін соғу қалыптарын жобалаймыз және дайындаймыз, содан кейін қалып дизайнын орындау арқылы пішінді жасаймыз.Қалыптарға көбінесе соғу штамптары, кескіш штамптар жатады.
Болат дайындамасын кесу және қыздыру
Көбінесе біз қоймада жиі қолданылатын материалды дайындаймыз, олардың саны 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, A Q1045 және т.б. жиіліктері бар. пеш шикізатты белгілі бір температураға дейін қыздыру және ақырында соғуға арналған металл қаңқаға жейтін таяқшаны қою үшін пайдаланылады.
Соғу
Металды соғу процесі басталмас бұрын, үстіңгі және астыңғы қалыптарды соғу пресінің анвиллі блогына қосу керек.Содан кейін жұмысшылар металл материалдарды іріктеп алып, металды жоғары жылдамдықпен бірнеше рет басу арқылы қалаған пішінге жету үшін соғу қалыптарының арасына қояды.
Тазалау
Соғу аяқталғаннан кейін соғылған дайындамалардың айналасында қажетсіз бөртпелер пайда болады, сондықтан саңылауларды алып тастау қажет қадам болып табылады.Бұл жұмысшылардан кескіш штамптарды тескіш престің астына орнатуды, содан кейін соғылмалардың бетіндегі саңылауларды тазалау үшін соғылған дайындамаларды басуды талап етеді.
Термиялық өңдеу
Термиялық өңдеу процесі бұйымдардың қажетті механикалық өнімділігі мен қаттылығын алуға көмектеседі.Термиялық өңдеу әдістері қалыпқа келтіру, сөндіру, күйдіру, шынықтыру, шынықтыру және т.б. қамтиды.
Жарылыс
Атқылау процесінен кейін соғулар бұрынғыға қарағанда тегіс және таза бетке ие болады.Әдетте соғылмалардың бетінің тегістігі Ra6.3-те бар, ол жоғалған балауыз құймасынан да тегіс.
Өңдеу
Кейбір компоненттер үшін соғу процесі қажетті төзімділікте қол жетімді емес, бұл жағдайда өңдеу міндетті емес.Біз өнімді өңдеуді әртүрлі өңдеу жабдықтарымен, соның ішінде фрезерлік станокпен, бұрғылау станокпен, бұрғылау прессімен, тегістеу машинасымен, сандық басқару машинасымен және т.
Беттік өңдеу
Көп жағдайда, арнайы талаптар қажет болмаса, соғылмалардың бетінде су/май тоттан қорғайтын өңдеу жүргіземіз.Сондай-ақ, біз тұтынушылардың нақты қажеттіліктерін қанағаттандыру үшін бояуды бүрку, ұнтақпен бояу, электропласть, электрожабу сияқты басқа да беттерді өңдеу жұмыстарын жүргізе аламыз.
Қорытынды емтихан
Өнімдеріміздің жоғары сапасын қамтамасыз ету үшін біз өнімнің өлшемін тексереміз. Кейде біздің өнімдерде механикалық өнімділік пен химиялық компоненттерді сынау бар.
Пакет және жеткізу
Көп жағдайда соғылған құрамдас бөліктер полиэтилен пакеттерге оралып, содан кейін қатты ағаш жәшіктерге салынады.Біз сондай-ақ тапсырыс берушінің қажеттіліктеріне сәйкес пакеттерді теңшей аламыз.Біз Руиан соғылма индустриалды паркінде орналасқандықтан, біз шикізатты жеткізуге оңай қол жеткізе аламыз, бұл тұтастай алғанда үнемді.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu