




Опис
Структуална карактеристика
● Компонентите под притисок прифаќаат врвен легиран челик со добра цврстина и цврстина на удар.
l Заптивката на вратата на високопритисниот BOP користи комбинирана заптивка, која има подобра заптивка од притисокот на бунарот.
● Користете пловечка или интегрална порта, може безбедно да се запечати и пригодно да се менува.
l Користете премин за масло од типот на закопување, шарката на лежиштето е одвоена од хидрауличната шарка.
● Структурата на шарките е едноставна, лесна за демонтирање и монтирање.
● Користете ја обвивката од типот на голем лак на двете страни на комората и транзитирајте по лак наоколу, за да го намалите максималниот стрес на обвивката под притисок.
● Со компактна структура, помала од слични странски производи.
● Внатрешната обвивка на BOP отпорна на ниски температури може да го процесира цевководот, за да направи пареата да тече внатре во BOP, да зрачи топлина.
Овен собрание
● Цевка Рам
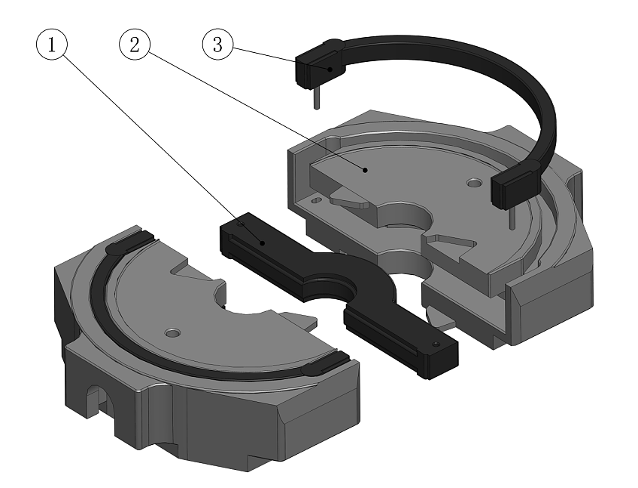 | |
| 1. Горна заптивка 2. Предна заптивка 3. Тело на рамот | 1. Рамно тело 2. Завртка 3. Рамна завртка 4. Рамна гума 5. Држач за стегач |
| Склоп на Рам од типот HF | Склоп на Рам од типот S |
| | |
 | |
| 1. Тело на овен за стрижење надолу 2. Гума за горната заптивка 3. Гума за десната заптивка 4. Заптивка на сечилото Лева заптивка 3. Тело на овен за стрижење нагоре 4. Горна гума за заптивка 5. Лева гума за заптивка 6. Тело на овен за стрижење нагоре | |
| Структура на склопување на смолкнување од тип S Ram BOP | |
Променлива Ram
Променливиот овен може да се користи за запечатување различен дијаметар на низата на цевките.Променливиот овен е составен од променлива овен, горна заптивка, променлива предна заптивка.Инсталирањето на променлива рам во BOP е исто како и обичниот рам, не треба да менувате ниту еден дел од BOP.
 | |||||||||
| Работен притисок (psi) | Досадно (во) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 година | S | ||||||||
Забелешка: Спецификација и модел на рам BOP
S претставува овен од типот S BOP
| Спецификација и модел | Главна дупка mm(in) | Работен притисок MPa (psi) | Количество масло за отворање (Еден цилиндар) | Количество масло за затворање (Еден цилиндар) | Тип на рам | Големина на рамот (во) | Димензии mm | тежина кг | Препорачан BOP код | |||||
| должина | ширина | висина | сингл | двојно | ||||||||||
| сингл | двојно | |||||||||||||
| 180 (71/16 во) серија | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | максимум5 9/16 | 1420 година | 645 | 568 | 854 | 855 | 1540 година | (2)С04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | максимум5 9/16 | 1420 година | 645 | 624 | 910 | 895 | 1580 година | (2)S48.00 | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | максимум5 9/16 | 1720 година | 640 | 897 | 1262 година | 1660 година | 3020 година | (2)S62,00 | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | максимум 5 1/2 | 1988 година | 820 | 922 | 1372 година | 3175 | 5885 | (2)S29.00A | |
| 230 (9 ин) серија | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | максимум 7 | 1526 година | 565 | 580 | 866 | 705 | 1250 година | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | максимум 7 | 2036 година | 720 | 805 | 1190 година | 1830 година | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | максимум 7 | 2324 | 850 | 1038 | 1518 година | 3635 | 6835 | (2)С01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | максимум 7 | 2170 | 920 | 1140 | 1640 година | 4150 | 7500 | (2)S93.00 | |
| 280 (11 in) серија | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | максимум 8 5/8 | 1846 година | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | максимум 8 5/8 | 2265 | 785 | 895 | 1325 година | 2475 | 4550 | (2)С45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | максимум 8 5/8 | 2324 | 850 | 1102 | 1582 година | 3770 | 6850 | (2)С16.00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | максимум 8 5/8 | 2650 | 1050 | 1244 година | 1784 година | 6303 | 11028 | (2)S67,00 | |
| 346 (135/8 во) серија | (2)FZ35-21 | 346.1 (135/8) | 21-3000 | 7.8 | 8.9 | S | максимум 10 3/4 | 2414 | 760 | 774 | 1164 година | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346.1 (135/8) | 35-5000 | 7.9 | 9.3 | S | максимум 10 3/4 | 2415 | 847 | 930 | 1370 година | 3010 година | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346.1 (135/8) | 70-10000 | 18 | 20.7 | HF | максимум 10 3/4 | 2786 | 1085 | 1276 година | 1782 година | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346.1 (135/8) | 105-15000 | 17.4 | 20 | H | максимум 10 3/4 | 3074 | 1140 | 1420 година | 1985 година | 8945 | 16070 година | (2)S115.00 | |
| 425 (163/4 инчи) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | максимум 10 3/4 | 2923 година | 1190 година | 1090 | 1570 година | 5300 | 9860 | (2)S95,00 |
| 476 (183/4 во) серија | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | максимум 16 | 3430 | 1440 година | 1504 година | 2072 година | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | максимум 16 | 3430 | 1440 година | 1618 година | 2186 година | 10312 | 20624 година | (2)S102.00 | |
| 527 (203/4 инчи) | (2)FZ53-21 | 527.1 (203/4) | 21-3000 | 12.2 | 13.6 | HF | максимум 16 | 3424 | 1165 година | 1065 | 1650 година | 6130 | 13355 | (2)S83.00 |
| 540 (211/4 во) серија | (2)FZ54-14 | 539,8 (211/4) | 14-2000 година | 12.1 | 13.8 | HF | максимум 16 | 3300 | 1130 | 940 | 1480 година | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8 (211/4) | 35-5000 | 26 | 29.6 | HF | максимум 16 | 3590 | 1445 година | 1320 година | 1950 година | 9270 | 17670 година | (2)S105.00 | |
| 680 (263/4 инчи) | (2)FZ68-21 | 679,5 (263/4) | 21-3000 | 32.6 | 37 | HF | максимум 18 5/8 | 4350 | 1450 година | 1250 година | 1870 година | 12360 | 20290 година | (2)S87.00 |
| Забелешка: 1.Притисокот за тестирање на BOP е 1,5 пати поголем од стандардниот притисок | ||||||||||||||
| 2. Работниот притисок е од 8,4Mpa до 10,5Mpa | ||||||||||||||
S Type Shear Ram Работна спецификација
| Тип BOP | BOP модел | Препорачан BOP код | Тип на цилиндар | Спецификација на цевка за дупчење |
| S | (2) FZ 18-70 | (2) S62,00 | Нормален цилиндар | |
| (2) S92,00 | Цилиндар со тандем засилувач | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2) FZ28-35 | (2) S45,00 | Голем цилиндар | ||
| (2) 100,00 S | Голем цилиндар | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2) FZ 28-70 | (2) S16,00 | Нормален цилиндар | ||
| (2) S02.00 | Голем цилиндар | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2) FZ 35-35 | (2) S103,00 | Нормален цилиндар | ||
| (2) 99,00 S | Голем цилиндар | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2) FZ 35-70 | (2) S104,00 | Нормален цилиндар | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2) S112,00 | Голем цилиндар | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2) S117,00 | Цилиндар со тандем засилувач | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2) FZ 35-105 | (2) 115,00 S | Нормален цилиндар | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2) S113,00 | Цилиндар со тандем засилувач | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2) FZ 54-35 | (2) S105,00 | Нормален цилиндар | 5" 19,5 lb/ft G-105 PSL-3 |
S Тип на променлива Рам опсег
| Тип BOP | BOP модел | Опсег на променлива рам (во) | |||
| S | (2) FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2) FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2) FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2) FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2) FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2) FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2) FZ 54-35 | 4 1/2"-5 1/2" | ||||
Опремата за ковање има 160 тони, 300 тони, 400 тони, 630 тони, 1000 тони, 1600 тони и 2500 тони, може да кова од десет грама до 55 килограми грубо ковање или прецизно ковање производи.
Опремата за обработка има струг, машина за дупчење, мелница, сечење жица, ЦПУ и така натаму.
Термичка обработка вклучува нормализирање, калење, жарење, гаснење, цврст раствор, карбуризирање итн.
Површинскиот третман вклучува шут минирање, боење со прскање, галванизација, електрофореза, фосфат и така натаму
Опремата за тестирање вклучува спектрометар, металографски анализатор, мерач на цврстина, машина за истегнување, машина за тестирање удар, детектор за дефекти на флуоресцентни магнетни честички, ултразвучен детектор за дефекти, три координати итн.
Производите се широко користени во петрохемиската индустрија, инженерските машини, автоделови, делови за локомотиви и железници, металургијата, бродоградба, воени производи и други области.
Тимот за истражување и развој спроведува CAD дизајн, CAM, UG, моделирање работа на SOLIDWORKS.
Како суровина користиме суперфини челици со матрици, овозможувајќи им да се обработат со ЦПУ центар, осигурувајќи дека е обезбедена прецизноста на челикот за матрица и има одлична отпорност на замор, отпорност на абразивност, осигурувајќи се дека кованиците се произведуваат со висок квалитет.
Има повеќе од 2000 комплети калапи овде во нашата компанија.Клиентите можат да изберат кој било од нив за обработка за да ги минимизираат трошоците.Ние вршиме преземање, расчистување и снимање на залихи секоја недела за да се осигураме дека производството продолжува според планираното.
Нашиот магацин за калапи се управува со следење на системот за управување со квалитет IATF16949 и „6S lean management“, давајќи долг работен век на калапот и правејќи го погодно за употреба и складирање.
Ние ќе дизајнираме и произведуваме калапи за фалсификување по добивањето на цртежите или примероците на купувачот, а потоа ќе го произведуваме калапот следејќи го дизајнот на мувлата.Калапите често вклучуваат матрици за фалсификување, матрици за отсекување.
Сечење и загревање на челични палки
Честопати, ќе го подготвуваме често користениот материјал на залиха со материјал бр. од 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q30, интерфреквенција Q25, а потоа, итн. печката ќе се користи за загревање на суровините на одредена температура и на крај ставање на шипката за јадење на металната рамка за ковање.
Ковањето
Пред да започне процесот на ковање на метал, горните и долните матрици треба да се поврзат со блокот на наковалната ковачка преса.Потоа работниците ќе ги берат металните материјали и ќе ги стават помеѓу ковачките матрици за да ја постигнат посакуваната форма со притискање на металните материјали неколку пати со голема брзина.
Чистење
По завршувањето на ковањето, околу кованите празни места ќе има несакани бруси, така што отстранувањето на брусите е неопходен чекор.Што бара работниците да ги монтираат матриците за кроење под пресата за удирање, а потоа да ги притискаат фалсификуваните празни места за да ги исчистат брусите на површината на кованиците.
Термичка обработка
Процесот на термичка обработка помага да се добијат потребните механички перформанси и цврстина на производите.Техниките за термичка обработка опфаќаат нормализирање, гаснење, жарење, калење, стврднување и така натаму.
Пукано минирање
По процесот на шут минирање, кованиците ќе имаат помазна и почиста површина отколку што би била.Обично мазноста на површината на кованиците е достапна во Ra6.3, што е дури и помазно од онаа на изгубениот восок.
Обработка
За некои компоненти, процесот на ковање не е достапен во потребната толеранција, во овој случај, обработката е опционална.Ние ќе ја спроведеме обработката на производот со различна опрема за обработка, вклучително и фреза, машина за здодевност, преса за дупчење, машина за мелење, машина за нумеричка контрола итн.
Површински третман
Во повеќето случаи, ако не се потребни специфични барања, ќе имаме третман за заштита од 'рѓа од вода/масло на површината на кованиците.Можеме да спроведеме и други површински третмани, вклучително и прскање со боја, премачкување во прав, галванизација, електрично обложување за да ги задоволиме специфичните потреби на нашите клиенти.
Завршен преглед
Ќе имаме инспекција на големината на производот за да обезбедиме висок квалитет на нашите производи. Понекогаш, имаме и механички перформанси и тестирање на хемиските компоненти на нашите производи.
Пакет и достава
Во повеќето случаи, фалсификуваните компоненти ќе се пакуваат во полиетиленски кеси, а потоа ќе се стават во цврсти дрвени кутии.Исто така, можеме да ги приспособиме пакетите според потребите на клиентите.Бидејќи сме лоцирани во индустрискиот парк Руиан фалсификати, имаме лесен пристап до снабдување со суровини, што е исплатливо во целина.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu