




Beskrivelse
Strukturell funksjon
● Trykksatte komponenter bruker overlegen legert stål med god styrke og slagfasthet.
● Dørtetning til høytrykks BOP bruker kombinert tetning, som har bedre tetning mot brønntrykket.
● Bruk flytende eller integrert port, kan tette trygt og enkelt bytte.
● Bruk oljepassasje av gravetype. Lagerhengslet er atskilt fra det hydrauliske hengslet.
● Hengselstrukturen er enkel, lett å demontere og montere.
● Bruk stor bue-type skall på begge sider av kammeret, og transport med bue-type rundt, for å redusere toppspenningen til skallet under trykk.
● Med kompakt struktur, mindre enn tilsvarende utenlandske produkter.
● Det indre skallet av BOP som er motstandsdyktig mot lav temperatur kan behandle rørledninger, for å få dampen til å strømme inne i BOP, strålevarme.
Ram Montering
● Rørstempel
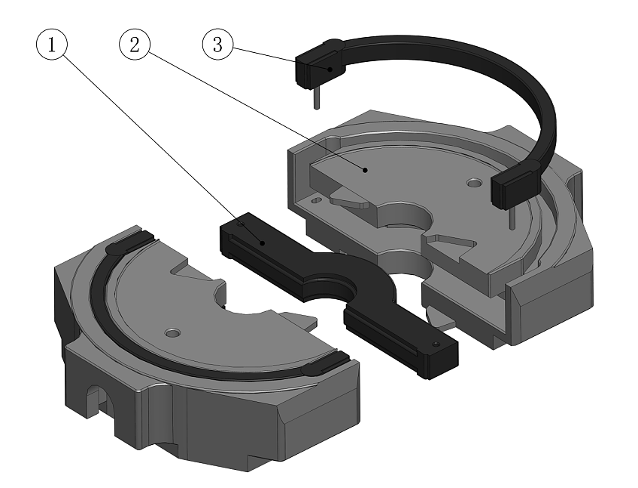 | |
| 1. Topptetning 2. Fronttetning 3. Ramkropp | 1. Ramkropp 2. Bolt 3. Rambolt 4. Ramgummi 5. Klemmeholder |
| HF type Ram montering | S type Ram montering |
| | |
 | |
| 1. Nedskjæringsstempelhus 2. Topptetningsgummi 3. Høyre tetningsgummi 4. Bladforsegling Venstre tetningsgummi 3. Oppskjæringsstempelhus 4. Topptetningsgummi 5. Venstre tetningsgummi 6. Opp skjærstempelkropp | |
| Skjærramme Monteringsstruktur av S type Ram BOP | |
Variabel ram
Variabel ram kan brukes til å tette forskjellige diametere på rørstrengen.Variabel sylinder er sammensatt av variabel sylinder, topptetning, variabel fronttetning.Installasjonen av variabel ram i BOP er på samme måte som den vanlige ram, trenger ikke å endre noen del av BOP.
 | |||||||||
| Driftstrykk (psi) | Bore (inn) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Merk: S Ram BOP-spesifikasjon og modell
S representerer S-type ram BOP
| Spesifikasjon og modell | Hovedboring mm(in) | Arbeids press MPa(psi) | Oljemengde for åpning (enkeltsylinder) | Oljemengde for lukking (enkeltsylinder) | Ram Type | Ram Størrelse (i) | Dimensjon mm | Vekt (kg | Anbefalt BOP-kode | |||||
| lengde | bredde | høyde | enkelt | dobbelt | ||||||||||
| enkelt | dobbelt | |||||||||||||
| 180 (71/16 tommer) serien | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | maksimum5 16/9 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | maksimum5 16/9 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48,00 | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | maksimum5 16/9 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62,00 | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | maksimalt 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in)-serien | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | maksimalt 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | maksimalt 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23,00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | maksimalt 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01,00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | maksimalt 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| 280(11in)-serien | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | maksimalt 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | maksimalt 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | maksimalt 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16,00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | maksimalt 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67,00 | |
| 346 (135/8 tommer) serien | (2)FZ35-21 | 346,1 (135/8) | 21-3000 | 7.8 | 8.9 | S | maksimalt 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346,1 (135/8) | 35-5000 | 7.9 | 9.3 | S | maksimalt 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103,00 | |
| (2)FZ35-70 | 346,1 (135/8) | 70-10000 | 18 | 20.7 | HF | maksimalt 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104,00 | |
| (2)FZ35-105 | 346,1 (135/8) | 105-15000 | 17.4 | 20 | H | maksimalt 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 tommer) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | maksimalt 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95,00 |
| 476 (183/4 in) serien | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | maksimalt 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116,00 |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | maksimalt 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102,00 | |
| 527(203/4in) | (2)FZ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maksimalt 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83,00 |
| 540(211/4 tommer)-serien | (2)FZ54-14 | 539,8 (211/4) | 14-2000 | 12.1 | 13.8 | HF | maksimalt 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33,00 |
| (2)FZ54-35 | 539,8 (211/4) | 35-5000 | 26 | 29.6 | HF | maksimalt 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105,00 | |
| 680(263/4in) | (2)FZ68-21 | 679,5 (263/4) | 21-3000 | 32.6 | 37 | HF | maksimalt 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87,00 |
| Merk: 1.BOP-testtrykk er 1,5 ganger standardtrykk | ||||||||||||||
| 2. Driftstrykket er fra 8,4Mpa til 10,5Mpa | ||||||||||||||
S Type skjærarm Driftsspesifikasjon
| BOP-type | BOP-modell | Anbefalt BOP-kode | Sylinder type | Spesifikasjon av borerør |
| S | (2)FZ 18-70 | (2)S62.00 | Vanlig sylinder | |
| (2)S92,00 | Sylinder med tandem booster | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45,00 | Stor sylinder | ||
| (2)S100,00 | Stor sylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Vanlig sylinder | ||
| (2)S02.00 | Stor sylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103,00 | Vanlig sylinder | ||
| (2)S99,00 | Stor sylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104,00 | Vanlig sylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S112,00 | Stor sylinder | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)S117,00 | Sylinder med tandem booster | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115,00 | Vanlig sylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S113,00 | Sylinder med tandem booster | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105,00 | Vanlig sylinder | 5" 19,5 lb/ft G-105 PSL-3 |
S Type Variable Ram Range
| BOP-type | BOP modell | Utvalg av variabel ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Smiutstyr har 160 tonn, 300 tonn, 400 tonn, 630 tonn, 1000 tonn, 1600 tonn og 2500 tonn, kan smi ti gram til 55 kilo grovsmiing eller presisjonssmiing produkter.
Maskineringsutstyr har dreiebenk, boremaskin, kvern, wireskjæring, CNC og så videre.
Varmebehandling inkluderer normalisering, temperering, gløding, bråkjøling, fast løsning, karburering, etc.
Overflatebehandlingen inkluderer kuleblåsing, spraymaling, galvanisering, elektroforese, fosfat og så videre
Testutstyret inkluderer spektrometer, metallografisk analysator, hardhetsmåler, strekkmaskin, slagtestmaskin, fluorescerende magnetisk partikkelfeildetektor, ultralydfeildetektor, tre koordinater, etc.
Produktene er mye brukt i petrokjemisk industri, ingeniørmaskiner, bildeler, lokomotiv- og jernbanedeler, metallurgi, skipsbygging, militære produkter og andre felt.
FoU-teamet utfører CAD-design, CAM, UG, SOLIDWORKS modelleringsarbeid.
Vi bruker superfine formstål som råmateriale, slik at de kan behandles med et CNC-senter, noe som sikrer at formstålets presisjon er sikret og har utmerket utmattingsbestandighet, slitebestandighet, noe som sikrer at smidingene produseres i høy kvalitet.
Det er mer enn 2000 sett med former her i selskapet vårt.Kundene kan velge hvilken som helst av dem for behandling for å minimere kostnadene.Vi utfører inventartaking, rydding og registrering hver uke for å sikre at produksjonen går som planlagt.
Formlageret vårt administreres ved å følge IATF16949 kvalitetsstyringssystem og "6S lean management", noe som gir lang levetid til formen og gjør den praktisk for bruk og lagring.
Vi vil designe og produsere smiformer etter mottak av kundens tegninger eller prøver, deretter produserer vi formen ved å følge formdesignet.Formene inkluderer ofte smiingsformer, trimmeformer.
Skjæring og oppvarming av stålblokker
Ofte vil vi tilberede det ofte brukte materialet på lager med materiale nr. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q4535, etc. intermedia, Q05, etc. ovnen skal brukes til å varme opp råvarene til en viss temperatur og til slutt sette spisestangen på metallrammen for smiing.
Smiing
Før metallsmiingsprosessen starter, skal topp- og bunndysene kobles til amboltblokken til smipressen.Deretter vil arbeiderne plukke metallmaterialene og legge dem mellom smiformene for å oppnå ønsket form ved å presse metallmaterialene flere ganger med høy hastighet.
Rengjøring
Etter at smiingen er fullført, vil det være uønskede grader rundt de smidde emnene, så det er nødvendig å fjerne gratene.Noe som krever at arbeiderne monterer trimmedysene under stansepressen, og deretter presser de smidde emnene for å rense grader på overflaten av smiingen.
Varmebehandling
Varmebehandlingsprosessen bidrar til å oppnå den nødvendige mekaniske ytelsen og hardheten til produktene.Varmebehandlingsteknikkene dekker normalisering, bråkjøling, gløding, herding, herding og så videre.
Skuddsprengning
Etter sprengningsprosess vil smidingene ha en jevnere og renere overflate enn den ville ha vært.Vanligvis er overflateglattheten til smidingene tilgjengelig i Ra6.3, som er enda glattere enn for tapt voksstøping.
Behandling
For noen komponenter er smiingsprosessen ikke tilgjengelig i den nødvendige toleransen, i dette tilfellet er behandlingen valgfri.Vi vil utføre produktbehandlingen med forskjellig prosessutstyr, inkludert fresemaskin, boremaskin, borepresse, slipemaskin, numerisk kontrollmaskin etc.
Overflatebehandling
I de fleste tilfeller, hvis ingen spesifikke krav kreves, vil vi ha vann/olje rustbeskyttelsesbehandling på overflaten av smiingen.Vi kan også utføre andre overflatebehandlinger, inkludert malingssprøyting, pulverlakkering, galvanisering, elektromaling for å møte spesifikke behov til våre kunder.
Avsluttende eksamen
Vi vil ha en inspeksjon på produktstørrelsen for å sikre høy kvalitet på produktene våre. Noen ganger har vi også mekanisk ytelse og testing av kjemiske komponenter på produktene våre.
Pakke og levering
I de fleste tilfeller vil de smidde komponentene pakkes i polyetylenposer og deretter legges i faste trebokser.Vi er også i stand til å skreddersy pakker etter kundens behov.Siden vi er lokalisert i Ruian forgings industripark, har vi lett tilgang til råvareforsyning, noe som er kostnadseffektivt i det hele tatt.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu