




Opis
Funkcja strukturalna
● W elementach pod ciśnieniem zastosowano najwyższej jakości stal stopową o dobrej wytrzymałości i udarności.
● Uszczelnienie drzwi wysokociśnieniowego BOP wykorzystuje uszczelnienie kombinowane, które ma lepsze uszczelnienie od ciśnienia w studni.
● Użyj ruchomej lub integralnej bramki, możesz bezpiecznie uszczelnić i wygodnie zmieniać.
● Użyj kanału olejowego typu buriel. Zawias łożyska jest oddzielony od zawiasu hydraulicznego.
● Konstrukcja zawiasu jest prosta, łatwa w demontażu i montażu.
● Użyj dużej skorupy łukowej po obu stronach komory i przeprowadź ją dookoła, aby zmniejszyć szczytowe naprężenie skorupy pod ciśnieniem.
● Ze zwartą strukturą, mniejszą niż podobne produkty zagraniczne.
● Wewnętrzna powłoka BOP odporna na niskie temperatury może przetwarzać rurociąg, powodując przepływ pary wewnątrz BOP, promieniując ciepło.
Zespół Ram
● Taran rurowy
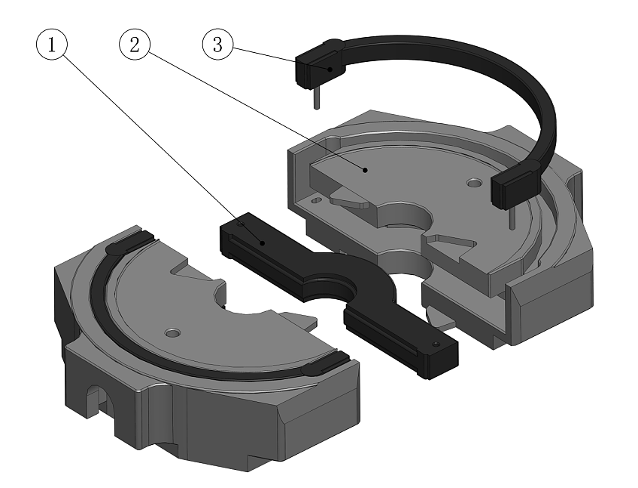 | |
| 1. Uszczelka górna 2. Uszczelka przednia 3. Korpus tłoka | 1. Korpus siłownika 2. Śruba 3. Śruba siłownika 4. Guma siłownika 5. Uchwyt zacisku |
| Zespół Ram typu HF | Zespół Ram typu S |
| | |
 | |
| 1. Korpus siłownika ścinania w dół 2. Gumowa uszczelka górna 3. Gumowa uszczelka prawa 4. Uszczelka ostrza Lewa gumowa uszczelka 3. Korpus siłownika ścinania górnego 4. Gumowa uszczelka górna 5. Gumowa uszczelka lewa 6. Korpus siłownika ścinania górnego | |
| Struktura zespołu ścinania Ram BOP typu S | |
Zmienna pamięć RAM
Zmienny tłok może być używany do uszczelniania różnych średnic sznurka rurowego.Zmienny siłownik składa się ze zmiennego siłownika, uszczelnienia górnego, zmiennego uszczelnienia przedniego.Instalacja zmiennej pamięci RAM w BOP jest taka sama jak w przypadku zwykłej pamięci RAM, nie trzeba zmieniać żadnej części BOP.
 | |||||||||
| Ciśnienie operacyjne (psi) | Otwór (w) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Uwaga: specyfikacja i model S Ram BOP
S reprezentuje ram BOP typu S
| Specyfikacja i model | Główny otwór mm (cale) | Ciśnienie robocze MPa (psi) | Ilość oleju do otwarcia (pojedynczy cylinder) | Ilość oleju do zamknięcia (pojedynczy cylinder) | Typ pamięci RAM | Rozmiar pamięci RAM (W) | Wymiar mm | waga (kg | Zalecany kod BOP | |||||
| długość | szerokość | wysokość | pojedynczy | podwójnie | ||||||||||
| pojedynczy | podwójnie | |||||||||||||
| Seria 180 (71/16 cala). | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | maksymalnie5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | maksymalnie5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | maksymalnie5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | maksymalnie 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| Seria 230 (9 cali). | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | maksymalnie 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | maksymalnie 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | maksymalnie 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | maksymalnie 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93.00 | |
| Seria 280 (11 cali). | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | maksymalnie 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | maksymalnie 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45.00 | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | maksymalnie 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | maksymalnie 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67.00 | |
| Seria 346 (135/8 cala). | (2)FZ35-21 | 346,1(135/8) | 21-3000 | 7.8 | 8.9 | S | maksymalnie 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78.00 |
| (2)FZ35-35 | 346,1(135/8) | 35-5000 | 7.9 | 9.3 | S | maksymalnie 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346,1(135/8) | 70-10000 | 18 | 20.7 | HF | maksymalnie 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346,1(135/8) | 105-15000 | 17.4 | 20 | H | maksymalnie 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 cala) | (2)FZ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | maksymalnie 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95.00 |
| Seria 476 (183/4 cala). | (2)FZ48-35 | 476,3(183/4) | 35-5000 | 24,5 | 27,9 | HF | maksymalnie 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3(183/4) | 70-10000 | 24,5 | 27,9 | HF | maksymalnie 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527 (203/4 cala) | (2)FZ53-21 | 527,1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maksymalnie 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| Seria 540 (211/4 cala). | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maksymalnie 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29,6 | HF | maksymalnie 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680 (263/4 cala) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32,6 | 37 | HF | maksymalnie 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Notatka 1.Ciśnienie testowe BOP jest 1,5 razy większe od ciśnienia standardowego | ||||||||||||||
| 2. Ciśnienie robocze wynosi od 8,4 MPa do 10,5 MPa | ||||||||||||||
Specyfikacja robocza siłownika ścinającego typu S
| Typ BOP | Model BOP | Zalecany kod BOP | Typ cylindra | Specyfikacja rury wiertniczej |
| S | (2)FZ 18-70 | (2)S62,00 | Zwykły cylinder | |
| (2)S92,00 | Cylinder z tandemowym wzmacniaczem | 4 1/2" 16,6 funta/stopę G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45,00 | Duży cylinder | ||
| (2)S100,00 | Duży cylinder | 5 "19,5 funta / stopę G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Zwykły cylinder | ||
| (2)S02.00 | Duży cylinder | 5 "19,5 funta / stopę G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103,00 | Zwykły cylinder | ||
| (2)S99,00 | Duży cylinder | 5 "19,5 funta / stopę G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104,00 | Zwykły cylinder | 5 "19,5 funta / stopę G-105 PSL-3 | |
| (2)S112,00 | Duży cylinder | 5 1/2" 24,7 funta/stopę G-105 PSL-3 | ||
| (2)S117,00 | Cylinder z tandemowym wzmacniaczem | 5 1/2" 24,7 funta/stopę S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115,00 | Zwykły cylinder | 5 "19,5 funta / stopę G-105 PSL-3 | |
| (2)S113,00 | Cylinder z tandemowym wzmacniaczem | 5 1/2" 24,7 funta/stopę S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105,00 | Zwykły cylinder | 5 "19,5 funta / stopę G-105 PSL-3 |
Zmienny zakres RAM typu S
| Typ BOP | Model BOP | Zakres zmiennej pamięci RAM (w) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Sprzęt do kucia ma 160 ton, 300 ton, 400 ton, 630 ton, 1000 ton, 1600 ton i 2500 ton, może wykuć od dziesięciu gramów do 55 kilogramów produktów kucia zgrubnego lub kucia precyzyjnego.
Sprzęt do obróbki ma tokarkę, wiertarkę, szlifierkę, cięcie drutu, CNC i tak dalej.
Obróbka cieplna obejmuje normalizowanie, odpuszczanie, wyżarzanie, hartowanie, roztwory stałe, nawęglanie itp
Obróbka powierzchni obejmuje śrutowanie, malowanie natryskowe, galwanizację, elektroforezę, fosforanowanie i tak dalej
Sprzęt testujący obejmuje spektrometr, analizator metalograficzny, miernik twardości, maszynę do rozciągania, maszynę do badania udarności, fluorescencyjny defektoskop cząstek magnetycznych, defektoskop ultradźwiękowy, trzy współrzędne itp.
Produkty są szeroko stosowane w przemyśle petrochemicznym, maszynach inżynieryjnych, częściach samochodowych, częściach lokomotyw i kolei, metalurgii, przemyśle stoczniowym, produktach wojskowych i innych dziedzinach.
Zespół R&D prowadzi prace projektowe CAD, CAM, UG, SOLIDWORKS.
Jako surowiec używamy bardzo drobnych stali matrycowych, co pozwala na ich obróbkę na centrum CNC, zapewniając precyzję stali matrycowej i doskonałą odporność na zmęczenie, odporność na ścieranie, co zapewnia wysoką jakość produkcji odkuwek.
W naszej firmie jest ponad 2000 zestawów form.Klienci mogą wybrać dowolny z nich do przetworzenia w celu zminimalizowania kosztów.Co tydzień przeprowadzamy inwentaryzację, rozliczenia i ewidencję, aby produkcja przebiegała zgodnie z planem.
Nasz magazyn form jest zarządzany zgodnie z systemem zarządzania jakością IATF16949 i „odchudzonym zarządzaniem 6S”, co zapewnia długą żywotność formy oraz wygodę użytkowania i przechowywania.
Zaprojektujemy i wyprodukujemy formy kuźnicze po otrzymaniu rysunków lub próbek klienta, a następnie wyprodukujemy formę zgodnie z projektem formy.Formy często zawierają matryce do kucia, matryce do okrawania.
Cięcie i nagrzewanie kęsów stalowych
Często przygotowujemy często używany materiał w magazynie zawierający materiał nr 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 itp. Następnie częstotliwość pośrednia piec będzie używany do podgrzewania surowców do określonej temperatury i ostatecznie umieszczania pręta zjadającego na metalowej ramie w celu kucia.
Kucie
Przed rozpoczęciem procesu kucia metalu matryce górną i dolną należy połączyć z blokiem kowadła prasy kuźniczej.Następnie pracownicy wybierają materiały metalowe i umieszczają je między matrycami kuźniczymi, aby uzyskać pożądany kształt, kilkakrotnie dociskając materiały metalowe z dużą prędkością.
Czyszczenie
Po zakończeniu kucia wokół kutych półfabrykatów pojawią się niepożądane zadziory, dlatego usunięcie zadziorów jest niezbędnym krokiem.Co wymaga od pracowników zamontowania wykrojników pod prasą wykrawającą, a następnie sprasowania kutych półfabrykatów w celu oczyszczenia zadziorów na powierzchni odkuwek.
Obróbka cieplna
Proces obróbki cieplnej pomaga uzyskać wymagane właściwości mechaniczne i twardość wyrobów.Techniki obróbki cieplnej obejmują normalizowanie, hartowanie, wyżarzanie, odpuszczanie, hartowanie i tak dalej.
Śrutowanie
Po procesie śrutowania odkuwki będą miały gładszą i czystszą powierzchnię niż byłyby.Zwykle gładkość powierzchni odkuwek jest dostępna w Ra6.3, która jest jeszcze gładsza niż w przypadku odlewów metodą traconego wosku.
Przetwarzanie
W przypadku niektórych elementów proces kucia nie jest dostępny w wymaganej tolerancji, w takim przypadku obróbka jest opcjonalna.Przeprowadzimy przetwarzanie produktu za pomocą różnych urządzeń do przetwarzania, w tym frezarki, wytaczarki, wiertarki, szlifierki, maszyny sterowanej numerycznie itp.
Obróbka powierzchniowa
W większości przypadków, jeśli nie są wymagane żadne szczególne wymagania, poddamy obróbce wodno-olejowej zabezpieczenie przed rdzą na powierzchni odkuwek.Wykonujemy również inne obróbki powierzchniowe, w tym malowanie natryskowe, malowanie proszkowe, galwanizację, powlekanie galwaniczne w zależności od potrzeb naszych klientów.
Egzamin końcowy
Przeprowadzimy kontrolę rozmiaru produktu, aby zapewnić wysoką jakość naszych produktów. Czasami przeprowadzamy również testy wydajności mechanicznej i składników chemicznych naszych produktów.
Pakiet i dostawa
W większości przypadków kute elementy są pakowane w worki polietylenowe, a następnie umieszczane w twardych drewnianych skrzyniach.Jesteśmy również w stanie dostosować pakiety do potrzeb klienta.Ponieważ jesteśmy zlokalizowani w parku przemysłowym Ruian odkuwki, mamy łatwy dostęp do dostaw surowców, co jest ogólnie opłacalne.





