




Descrição
Recurso Estrutural
● Componentes pressurizados adotam liga de aço superior com boa resistência e tenacidade ao impacto.
● A vedação da porta do BOP de alta pressão usa vedação combinada, que tem melhor vedação da pressão do poço.
● Use portão flutuante ou integral, pode vedar com segurança e mudar convenientemente.
● Use passagem de óleo do tipo buriel. A dobradiça do mancal é separada da dobradiça hidráulica.
● A estrutura da dobradiça é simples, fácil de desmontar e montar.
● Use um grande invólucro do tipo arco em ambos os lados da câmara e transite por um tipo de arco ao redor, para reduzir o pico de tensão do invólucro sob pressão.
● Com estrutura compacta, menor que produtos estrangeiros similares.
● O invólucro interno do BOP resistente a baixa temperatura pode processar a tubulação, para fazer o fluxo de vapor dentro do BOP, irradiar calor.
Montagem do Aríete
● Tubulação Ramal
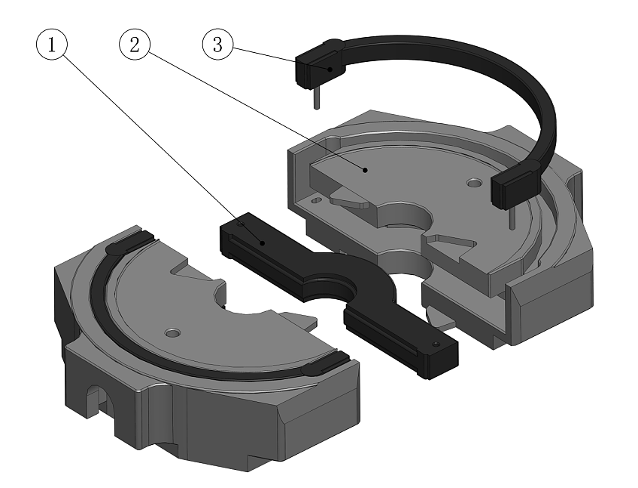 | |
| 1. Vedação superior 2. Vedação frontal 3. Corpo do pistão | 1. Corpo do aríete 2. Parafuso 3. Parafuso do aríete 4. Borracha do aríete 5. Suporte de braçadeira |
| Conjunto Ram tipo HF | Montagem Ram tipo S |
| | |
 | |
| 1. Corpo do aríete de cisalhamento 2. Borracha de vedação superior 3. Borracha de vedação direita 4. Vedação da lâmina Borracha de vedação esquerda 3. Corpo do aríete de cisalhamento superior 4. Borracha de vedação superior 5. Borracha de vedação esquerda 6. Corpo do aríete de cisalhamento superior | |
| Estrutura do Conjunto de Aríete de Cisalhamento do BOP de Aríete Tipo S | |
Aríete Variável
O ram variável pode ser usado para vedar diferentes diâmetros da coluna de tubos.O aríete variável é composto de aríete variável, vedação superior, vedação frontal variável.A instalação do carneiro variável no BOP é a mesma do carneiro comum, não sendo necessário alterar nenhuma parte do BOP.
 | |||||||||
| Pressão de operação (psi) | Furo (dentro) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Nota: Especificação e modelo do S Ram BOP
S representa S tipo ram BOP
| Especificação&Modelo | Furo Principal mm (pol.) | Pressão no trabalho MPa(psi) | Quantidade de óleo para abertura (cilindro único) | Quantidade de óleo para fechamento (cilindro único) | Tipo de Aríete | Tamanho do Aríete (em) | Dimensão mm | peso kg | Código BOP recomendado | |||||
| comprimento | largura | altura | solteiro | dobro | ||||||||||
| solteiro | dobro | |||||||||||||
| Série 180 (71/16 pol.) | (2)FZ18-21 | 179.4(71/16) | 21-3000 | 1.6 | 2 | H | máximo 5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04,00 |
| (2)FZ18-35 | 179.4(71/16) | 35-5000 | 1.6 | 2 | H | máximo 5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48,00 | |
| (2)FZ18-70 | 179.4(71/16) | 70-10000 | 2.2 | 2.5 | H | máximo 5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179.4(71/16) | 105-15000 | 7.4 | 8 | H | máximo5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230 (9 polegadas) série | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1,5 | HF | máximo 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | máximo 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23,00 | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | máximo 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | máximo 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| 280 (11 pol.) série | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | máximo 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | máximo 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | máximo 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16,00 | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | máximo 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67.00 | |
| Série 346 (135/8 pol.) | (2)FZ35-21 | 346.1(135/8) | 21-3000 | 7.8 | 8.9 | S | máximo 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346.1(135/8) | 35-5000 | 7.9 | 9.3 | S | máximo 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346.1(135/8) | 70-10000 | 18 | 20.7 | HF | máximo 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346.1(135/8) | 105-15000 | 17.4 | 20 | H | máximo 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 pol.) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | máximo 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95,00 |
| Série 476 (183/4 pol.) | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24,5 | 27.9 | HF | máximo 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24,5 | 27.9 | HF | máximo 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527 (203/4 pol.) | (2)FZ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | máximo 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| Série 540 (211/4 pol.) | (2)FZ54-14 | 539,8 (211/4) | 14-2000 | 12.1 | 13.8 | HF | máximo 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33,00 |
| (2)FZ54-35 | 539,8 (211/4) | 35-5000 | 26 | 29.6 | HF | máximo 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680 (263/4 pol.) | (2)FZ68-21 | 679,5 (263/4) | 21-3000 | 32.6 | 37 | HF | máximo 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Nota 1.A pressão de teste BOP é 1,5 vezes a pressão padrão | ||||||||||||||
| 2. A pressão operacional é de 8,4 Mpa a 10,5 Mpa | ||||||||||||||
Especificação operacional de cisalhamento tipo S
| Tipo BOP | modelo BOP | Código BOP recomendado | Tipo de Cilindro | Especificação do tubo de perfuração |
| S | (2)FZ 18-70 | (2)S62.00 | cilindro normal | |
| (2)S92.00 | Cilindro com booster tandem | 4 1/2" 16,6 lb/pé G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45,00 | cilindro grande | ||
| (2)S100,00 | cilindro grande | 5" 19,5 lb/pé G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16,00 | cilindro normal | ||
| (2)S02.00 | cilindro grande | 5" 19,5 lb/pé G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | cilindro normal | ||
| (2)S99.00 | cilindro grande | 5" 19,5 lb/pé G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | cilindro normal | 5" 19,5 lb/pé G-105 PSL-3 | |
| (2)S112.00 | cilindro grande | 5 1/2" 24,7 lb/pé G-105 PSL-3 | ||
| (2)S117.00 | Cilindro com booster tandem | 5 1/2" 24,7 lb/pé S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115,00 | cilindro normal | 5" 19,5 lb/pé G-105 PSL-3 | |
| (2)S113.00 | Cilindro com booster tandem | 5 1/2" 24,7 lb/pé S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105.00 | cilindro normal | 5" 19,5 lb/pé G-105 PSL-3 |
Faixa variável de aríete tipo S
| Tipo BOP | Modelo BOP | Alcance do Aríete Variável (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
O equipamento de forjamento tem 160 toneladas, 300 toneladas, 400 toneladas, 630 toneladas, 1.000 toneladas, 1.600 toneladas e 2.500 toneladas, pode forjar dez gramas a 55 quilos de forjamento bruto ou produtos de forjamento de precisão.
Equipamento de usinagem tem torno, furadeira, moedor, corte de fio, CNC e assim por diante.
O tratamento térmico inclui normalização, revenimento, recozimento, têmpera, solução sólida, cementação, etc.
O tratamento de superfície inclui jateamento, pintura em spray, galvanoplastia, eletroforese, fosfato e assim por diante
O equipamento de teste inclui espectrômetro, analisador metalográfico, medidor de dureza, máquina de tração, máquina de teste de impacto, detector de falha de partícula magnética fluorescente, detector de falha ultrassônica, três coordenadas, etc.
Os produtos são amplamente utilizados na indústria petroquímica, máquinas de engenharia, autopeças, locomotivas e peças ferroviárias, metalurgia, construção naval, produtos militares e outros campos.
A equipe de P&D realiza trabalhos de modelagem CAD, CAM, UG e SOLIDWORKS.
Utilizamos como matéria-prima aços superfinos para matrizes, permitindo que sejam processados em centro CNC, garantindo a precisão da matriz de aço e excelente resistência à fadiga, resistência à abrasão, garantindo que os forjados sejam produzidos com alta qualidade.
Existem mais de 2000 conjuntos de moldes aqui em nossa empresa.Os clientes podem escolher qualquer um deles para processamento para minimizar custos.Realizamos inventário, compensação e registro todas as semanas para garantir que a produção prossiga conforme programado.
Nosso depósito de moldes é gerenciado seguindo o sistema de gerenciamento de qualidade IATF16949 e o “gerenciamento enxuto 6S”, proporcionando uma longa vida útil ao molde e tornando-o conveniente para uso e armazenamento.
Iremos projetar e fabricar moldes de forjamento ao receber os desenhos ou amostras do cliente, então fabricaremos o molde seguindo o projeto do molde.Os moldes geralmente incluem matrizes de forjamento, matrizes de corte.
Corte e aquecimento de tarugos de aço
Freqüentemente, prepararemos o material usado com frequência em estoque com nº de material de 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 etc. forno será usado para aquecer as matérias-primas em determinada temperatura e, finalmente, colocar a haste comendo na estrutura de metal para forjamento.
Forjamento
Antes do início do processo de forjamento de metal, as matrizes superior e inferior devem ser conectadas ao bloco de bigorna da prensa de forjamento.Em seguida, os trabalhadores pegarão os materiais metálicos e os colocarão entre as matrizes de forjamento para obter a forma desejada, pressionando os materiais metálicos várias vezes em alta velocidade.
Limpeza
Após a conclusão do forjamento, haverá rebarbas indesejadas ao redor dos espaços em branco forjados, portanto, remover as rebarbas é uma etapa necessária.O que exige que os trabalhadores montem as matrizes de corte sob a prensa de perfuração e, em seguida, pressionem os espaços em branco forjados para limpar as rebarbas na superfície dos forjados.
Tratamento térmico
O processo de tratamento térmico ajuda a obter o desempenho mecânico necessário e a dureza dos produtos.As técnicas de tratamento térmico abrangem normalização, têmpera, recozimento, revenido, endurecimento e assim por diante.
Jateamento
Após o processo de jateamento, os forjados terão uma superfície mais lisa e limpa do que teria sido.Normalmente, a lisura da superfície dos forjados está disponível em Ra6.3, que é ainda mais lisa do que a da fundição por cera perdida.
Em processamento
Para alguns componentes, o processo de forjamento não está disponível na tolerância exigida, neste caso o processamento é opcional.Conduziremos o processamento do produto com diferentes equipamentos de processamento, incluindo fresadora, mandriladora, furadeira, retificadora, máquina de controle numérico, etc.
Tratamento da superfície
Na maioria dos casos, se nenhum requisito específico for necessário, teremos tratamento de proteção contra ferrugem por água/óleo na superfície dos forjados.Também podemos realizar outros tratamentos de superfície, incluindo pulverização de tinta, revestimento em pó, galvanoplastia, galvanização para atender às necessidades específicas de nossos clientes.
Exame final
Faremos uma inspeção no tamanho do produto para garantir a alta qualidade de nossos produtos. Às vezes, também realizamos testes de desempenho mecânico e componentes químicos em nossos produtos.
Pacote e entrega
Na maioria dos casos, os componentes forjados serão embalados em sacos de polietileno e depois colocados em caixas de madeira firme.Também podemos personalizar pacotes de acordo com as necessidades do cliente.Como estamos localizados no parque industrial de forjamentos de Ruian, temos fácil acesso ao fornecimento de matérias-primas, o que é econômico em geral.





