




Descriere
Caracteristică structurală
● Componentele sub presiune adoptă oțel aliat superior, cu o rezistență bună și rezistență la impact.
● Etanșarea ușii BOP de înaltă presiune utilizează etanșare combinată, care are o etanșare mai bună față de presiunea puțului.
● Utilizați poarta plutitoare sau integrală, puteți sigila în siguranță și schimbați convenabil.
● Utilizați un pasaj de ulei de tip burier, Balamaua rulmentului este separată de balamaua hidraulică.
● Structura balamalei este simpla, usor de demontat si montat.
● Folosiți carcasă de tip arc mare pe ambele părți ale camerei și treceți de tip arc de jur împrejur, pentru a reduce solicitarea maximă a carcasei sub presiune.
● Cu structură compactă, mai mică decât produsele străine similare.
● Învelișul intern al BOP rezistent la temperaturi scăzute poate procesa conducta, pentru a face ca aburul să curgă în interiorul BOP, să radieze căldură.
Asamblarea berbecului
● Pipe Ram
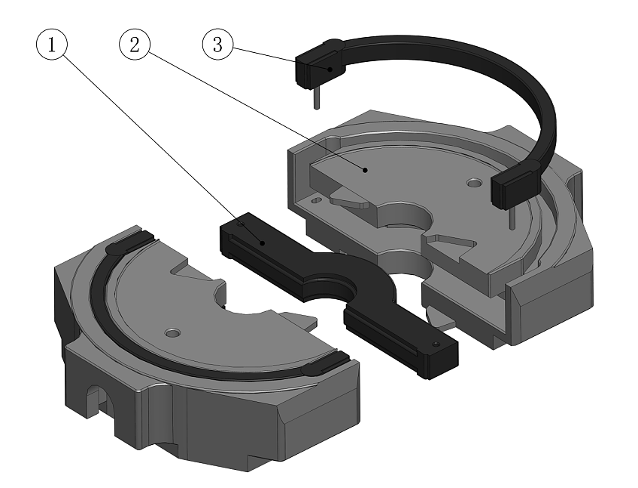 | |
| 1. Etanșare superioară 2. Etanșare frontală 3. Corp de berbec | 1. Corp de berbec 2. Surub 3. Bolt de berbec 4. Cauciuc de berbec 5. Suport clemă |
| Ansamblu berbec tip HF | Ansamblu berbec tip S |
| | |
 | |
| 1. Corp de etanșare în jos 2. Cauciuc de etanșare superioară 3. Cauciuc de etanșare din dreapta 4. Etanșare de lame Cauciuc de etanșare stânga 3. Corp de etanșare de sus 4. Cauciuc de etanșare superioară 5. Cauciuc de etanșare din stânga 6. Corp de forfecare sus | |
| Structura ansamblului berbec de forfecare de tip S BOP | |
Berbec variabil
Berbec variabil poate fi folosit pentru a etanșa diferite diametre ale șirului de țevi.Berbecul variabil este compus din berbec variabil, etanșare superioară, etanșare frontală variabilă.Instalarea ram variabil în BOP este la fel cu ram comun, nu este nevoie să schimbați nicio parte a BOP.
 | |||||||||
| Presiunea de operare (psi) | Alezaj (înăuntru) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Notă: Specificația și modelul S Ram BOP
S reprezintă BOP berbec de tip S
| Specificații și model | Alezajul principal mm (in) | Presiune de lucru MPa (psi) | Cantitatea de ulei pentru deschidere (Single Cylinder) | Cantitatea de ulei pentru închidere (un singur cilindru) | Tip berbec | Dimensiunea berbecului (în) | Dimensiune mm | greutate kg | Cod BOP recomandat | |||||
| lungime | lăţime | înălţime | singur | dubla | ||||||||||
| singur | dubla | |||||||||||||
| Seria 180(71/16 in). | (2)FZ18-21 | 179,4(71/16) | 21-3000 | 1.6 | 2 | H | maxim5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4(71/16) | 35-5000 | 1.6 | 2 | H | maxim5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48,00 | |
| (2)FZ18-70 | 179,4(71/16) | 70-10000 | 2.2 | 2.5 | H | maxim5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62,00 | |
| (2)FZ18-105 | 179,4(71/16) | 105-15000 | 7.4 | 8 | H | maxim5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| Seria 230(9in). | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | maxim 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2) S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | maxim 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | maxim 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | maxim 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| Seria 280 (11 inchi). | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | maxim 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | maxim 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | maxim 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | maxim 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2) S67,00 | |
| Seria 346(135/8 in). | (2)FZ35-21 | 346,1 (135/8) | 21-3000 | 7.8 | 8.9 | S | maxim 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2) S78,00 |
| (2)FZ35-35 | 346,1 (135/8) | 35-5000 | 7.9 | 9.3 | S | maxim 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346,1 (135/8) | 70-10000 | 18 | 20.7 | HF | maxim 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346,1 (135/8) | 105-15000 | 17.4 | 20 | H | maxim 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425 (163/4 inchi) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | maxim 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2) S95,00 |
| Seria 476(183/4 in). | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | maxim 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | maxim 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527(203/4in) | (2)FZ53-21 | 527,1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maxim 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83,00 |
| Seria 540(211/4 in). | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maxim 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29.6 | HF | maxim 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680(263/4in) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32.6 | 37 | HF | maxim 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87,00 |
| Nota 1.Presiunea de testare BOP este de 1,5 ori mai mare decât presiunea standard | ||||||||||||||
| 2. Presiunea de operare este de la 8.4Mpa la 10.5Mpa | ||||||||||||||
Specificații de funcționare a berbecului de forfecare de tip S
| Tip BOP | Modelul BOP | Cod BOP recomandat | Tip cilindru | Specificația țevii de foraj |
| S | (2)FZ 18-70 | (2)S62.00 | Cilindru normal | |
| (2)S92.00 | Cilindru cu amplificator tandem | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2) FZ28-35 | (2)S45.00 | Cilindru mare | ||
| (2) S100.00 | Cilindru mare | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Cilindru normal | ||
| (2)S02.00 | Cilindru mare | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Cilindru normal | ||
| (2)S99.00 | Cilindru mare | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Cilindru normal | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S112.00 | Cilindru mare | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)S117.00 | Cilindru cu amplificator tandem | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115.00 | Cilindru normal | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S113.00 | Cilindru cu amplificator tandem | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2) S105.00 | Cilindru normal | 5" 19,5 lb/ft G-105 PSL-3 |
Gama RAM variabilă de tip S
| Tip BOP | Model BOP | Gama de berbec variabil (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2) FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Echipamentul de forjare are 160 de tone, 300 de tone, 400 de tone, 630 de tone, 1000 de tone, 1600 de tone și 2500 de tone, poate forja de la zece grame până la 55 de kilograme de produse de forjare brută sau de forjare de precizie.
Echipamentele de prelucrare au strung, mașină de găurit, șlefuit, tăiere sârmă, CNC și așa mai departe.
Tratamentul termic include normalizarea, călirea, recoacere, călire, soluție solidă, cementare etc
Tratamentul de suprafață include sablare, vopsire prin pulverizare, galvanizare, electroforeză, fosfat și așa mai departe
Echipamentul de testare include spectrometru, analizor metalografic, contor de duritate, mașină de tracțiune, mașină de testare la impact, detector de defecte de particule magnetice fluorescente, detector de defecte cu ultrasunete, trei coordonate etc.
Produsele sunt utilizate pe scară largă în industria petrochimică, mașini de inginerie, piese auto, piese de locomotivă și cale ferată, metalurgie, construcții navale, produse militare și alte domenii.
Echipa de cercetare și dezvoltare realizează lucrări de proiectare CAD, CAM, UG, modelare SOLIDWORKS.
Folosim ca materie primă oțeluri de matriță superfine, permițându-le să fie prelucrate cu un centru CNC, asigurându-ne că precizia oțelului matriță este asigurată și are o rezistență excelentă la oboseală, rezistență la abraziune, asigurându-ne că piesele forjate sunt produse la o calitate înaltă.
Există mai mult de 2000 de seturi de matrițe aici la compania noastră.Clienții pot alege oricare dintre ele pentru procesare pentru a minimiza costurile.Efectuăm inventarierea, curățarea și înregistrarea în fiecare săptămână pentru a ne asigura că producția decurge conform programului.
Depozitul nostru de matrițe este gestionat urmând sistemul de management al calității IATF16949 și „6S lean management”, oferind matriței o durată de viață lungă și făcându-l convenabil pentru utilizare și depozitare.
Vom proiecta și fabrica matrițe de forjare la primirea desenelor sau mostrelor clientului, apoi vom fabrica matrița urmând proiectarea matriței.Formele includ adesea matrițe de forjare, matrițe de tăiere.
Tăiere și încălzire din oțel
Adesea, vom pregăti materialul folosit frecvent în stoc, cu material Nr. de 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, frecvența intermediară, Q235, A1, Q235, A1, Q235, etc. cuptorul va fi folosit pentru încălzirea materiilor prime la o anumită temperatură și, în final, pentru punerea tijei de mâncare pe cadrul metalic pentru forjare.
Forjare
Înainte de începerea procesului de forjare a metalului, matrițele de sus și de jos trebuie conectate la blocul nicovală al presei de forjare.Apoi muncitorii vor alege materialele metalice și le vor pune între matrițele de forjare pentru a obține forma dorită prin presarea materialelor metalice de mai multe ori cu o viteză mare.
Curatenie
După terminarea forjarii, vor exista bavuri nedorite în jurul semifabricatelor forjate, așa că îndepărtarea bavurilor este un pas necesar.Ceea ce impune muncitorilor să monteze matrițele de tăiere sub presa de perforare, apoi să preseze semifabricatele forjate pentru a curăța bavurile de pe suprafața pieselor forjate.
Tratament termic
Procesul de tratare termică ajută la obținerea performanței mecanice și a durității necesare produselor.Tehnicile de tratament termic acoperă normalizarea, călirea, recoacere, călire, călire și așa mai departe.
Sablare
După procesul de sablare, piesele forjate vor avea o suprafață mai netedă și mai curată decât ar fi fost.De obicei, netezimea suprafeței pieselor forjate este disponibilă în Ra6.3, care este chiar mai netedă decât cea a turnării cu ceară pierdută.
Prelucrare
Pentru unele componente, procesul de forjare nu este disponibil în toleranța necesară, în acest caz, prelucrarea este opțională.Vom desfășura prelucrarea produsului cu diferite echipamente de procesare, inclusiv mașină de frezat, mașină de alezat, mașină de găurit, mașină de șlefuit, mașină de control numeric etc.
Tratament de suprafață
În majoritatea cazurilor, dacă nu sunt necesare cerințe specifice, vom avea tratament de protecție împotriva ruginii cu apă/ulei pe suprafața pieselor forjate.Putem efectua, de asemenea, alte tratamente de suprafață, inclusiv pulverizare cu vopsea, vopsire cu pulbere, galvanizare, electrocoating pentru a satisface nevoile specifice ale clienților noștri.
Examinarea finală
Vom efectua o inspecție a dimensiunii produsului pentru a asigura calitatea înaltă a produselor noastre. Uneori, avem și testarea performanței mecanice și a componentelor chimice pentru produsele noastre.
Pachetul si livrarea
În cele mai multe cazuri, componentele forjate vor fi ambalate în pungi de polietilenă și apoi introduse în cutii ferme din lemn.De asemenea, suntem capabili să personalizăm pachete în funcție de nevoile clientului.Deoarece ne aflăm în parcul industrial Ruian forgings, avem acces ușor la aprovizionarea cu materii prime, ceea ce este rentabil în ansamblu.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu