




Opis
Strukturna značilnost
● Tlačne komponente uporabljajo vrhunsko legirano jeklo z dobro trdnostjo in udarno žilavostjo.
● Tesnilo vrat visokotlačnega BOP uporablja kombinirano tesnilo, ki ima boljše tesnjenje pred tlakom vrtine.
● Uporabite plavajoča ali vgrajena vrata, lahko varno tesnijo in priročno zamenjajo.
● Uporabite oljni prehod tipa buriel, ležajni tečaj je ločen od hidravličnega tečaja.
● Struktura tečaja je enostavna, enostavna za razstavljanje in montažo.
● Uporabite lupino z velikim lokom na obeh straneh komore in prenesite z lokom vse naokoli, da zmanjšate največjo obremenitev lupine pod pritiskom.
● S kompaktno strukturo, manjšo od podobnih tujih izdelkov.
● Notranja lupina BOP, ki je odporna na nizke temperature, lahko obdeluje cevovod, da se para pretaka znotraj BOP, seva toploto.
Ram Montaža
● Cevni ram
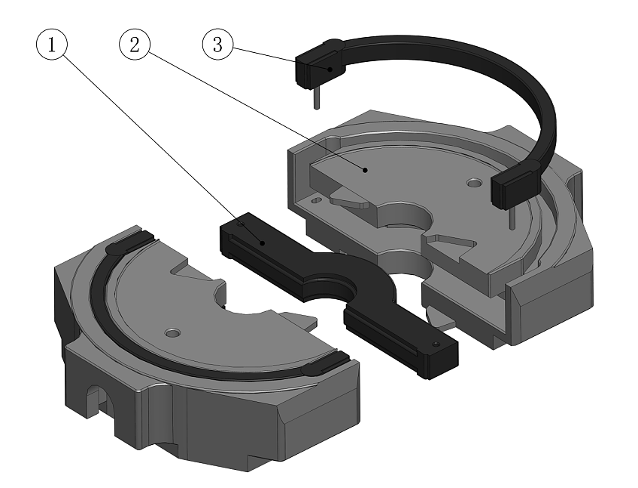 | |
| 1. Zgornje tesnilo 2. Sprednje tesnilo 3. Telo bata | 1. Ohišje navoja 2. Vijak 3. Vijak nastavka 4. Guma nastavka 5. Držalo za sponke |
| HF tip Ram sklop | S tip Ram sklop |
| | |
 | |
| 1. Spodnje telo strižnega bata 2. Zgornja tesnilna guma 3. Desna tesnilna guma 4. Tesnilo rezilaLeva tesnilna guma 3. Gornje telo strižnega bata 4. Zgornja tesnilna guma 5. Leva tesnilna guma 6. Telo zgornjega strižnega batna | |
| Struktura sklopa strižnega bata tipa S Ram BOP | |
Spremenljivi Ram
Spremenljivi ram se lahko uporablja za tesnjenje cevnega niza različnih premerov.Spremenljivi ram je sestavljen iz spremenljivega ovna, zgornjega tesnila in spremenljivega sprednjega tesnila.Namestitev spremenljivega ovna v BOP je enaka kot običajni ram, ni treba spreminjati nobenega dela BOP.
 | |||||||||
| Delovni tlak (psi) | Vrtina (znotraj) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Opomba: specifikacija in model S Ram BOP
S predstavlja ram BOP tipa S
| Specifikacija in model | Glavna izvrtina mm (in) | Delovni tlak MPa (psi) | Količina olja za odpiranje (enojni valj) | Količina olja za zapiranje(enojni cilinder) | Vrsta Ram | Ram Velikost (v) | Dimenzija mm | teža kg | Priporočena koda BOP | |||||
| dolžina | premer | višina | samski | dvojno | ||||||||||
| samski | dvojno | |||||||||||||
| 180 (71/16 in) serije | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | največ 5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | največ 5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2) 48,00 S | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | največ 5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2) 62,00 S | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | največ 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230 (9in) serija | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | največ 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2) 79,00 S |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | največ 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)23,00 S | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | največ 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | največ 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2) 93,00 S | |
| 280 (11in) serija | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | največ 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)77,00 S |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | največ 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2) S45,00 | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | največ 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)16,00 S | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | največ 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2) 67,00 S | |
| 346 (135/8 in) serije | (2)FZ35-21 | 346,1 (135/8) | 21-3000 | 7.8 | 8.9 | S | največ 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2) 78,00 S |
| (2)FZ35-35 | 346,1 (135/8) | 35-5000 | 7.9 | 9.3 | S | največ 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2) 103,00 S | |
| (2)FZ35-70 | 346,1 (135/8) | 70-10000 | 18 | 20.7 | HF | največ 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2) 104,00 S | |
| (2)FZ35-105 | 346,1 (135/8) | 105-15000 | 17.4 | 20 | H | največ 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)115,00 S | |
| 425 (163/4 in) | (2)FZ43-35 | 425,5 (163/4) | 35-5000 | 10.3 | 11.6 | HF | največ 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)95,00 S |
| 476 (183/4 in) serije | (2)FZ48-35 | 476,3 (183/4) | 35-5000 | 24.5 | 27.9 | HF | največ 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)116,00 S |
| (2)FZ48-70 | 476,3 (183/4) | 70-10000 | 24.5 | 27.9 | HF | največ 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2) 102,00 S | |
| 527 (203/4in) | (2)FZ53-21 | 527.1 (203/4) | 21-3000 | 12.2 | 13.6 | HF | največ 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)83,00 S |
| 540 (211/4 in) serije | (2)FZ54-14 | 539,8 (211/4) | 14-2000 | 12.1 | 13.8 | HF | največ 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)33,00 S |
| (2)FZ54-35 | 539,8 (211/4) | 35-5000 | 26 | 29.6 | HF | največ 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2) S105,00 | |
| 680 (263/4in) | (2)FZ68-21 | 679,5 (263/4) | 21-3000 | 32.6 | 37 | HF | največ 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)87,00 S |
| Opomba: 1.BOP Testni tlak je 1,5-krat večji od standardnega tlaka | ||||||||||||||
| 2. Delovni tlak je od 8,4Mpa do 10,5Mpa | ||||||||||||||
Specifikacija strižnega bata tipa S
| Vrsta BOP | BOP model | Priporočena koda BOP | Vrsta cilindra | Specifikacija vrtalne cevi |
| S | (2)FZ 18-70 | (2)62,00 S | Navaden cilinder | |
| (2)92,00 S | Cilinder s tandemskim ojačevalnikom | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)45,00 S | Velik valj | ||
| (2)100,00 S | Velik valj | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)16,00 S | Navaden cilinder | ||
| (2)S02.00 | Velik valj | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)103,00 S | Navaden cilinder | ||
| (2)99,00 S | Velik valj | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)104,00 S | Navaden cilinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)112,00 S | Velik valj | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)117,00 S | Cilinder s tandemskim ojačevalnikom | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)115,00 S | Navaden cilinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)113,00 S | Cilinder s tandemskim ojačevalnikom | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)105,00 S | Navaden cilinder | 5" 19,5 lb/ft G-105 PSL-3 |
Razpon spremenljivega ram tipa S
| Vrsta BOP | Model BOP | Razpon spremenljivega ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Oprema za kovanje ima 160 ton, 300 ton, 400 ton, 630 ton, 1000 ton, 1600 ton in 2500 ton, lahko kuje od deset gramov do 55 kilogramov izdelkov za grobo ali natančno kovanje.
Obdelovalna oprema ima stružnico, vrtalni stroj, brusilnik, rezanje žice, CNC in tako naprej.
Toplotna obdelava vključuje normalizacijo, kaljenje, žarjenje, kaljenje, trdno raztopino, naogljičenje itd.
Površinska obdelava vključuje peskanje, barvanje s pršenjem, galvanizacijo, elektroforezo, fosfat itd.
Testna oprema vključuje spektrometer, metalografski analizator, merilnik trdote, natezni stroj, stroj za testiranje udarcev, fluorescentni magnetni detektor napak, ultrazvočni detektor napak, tri koordinate itd.
Izdelki se pogosto uporabljajo v petrokemični industriji, inženirskih strojih, avtomobilskih delih, delih lokomotiv in železnic, metalurgiji, ladjedelništvu, vojaških izdelkih in na drugih področjih.
Ekipa za raziskave in razvoj izvaja načrtovanje CAD, CAM, UG, modeliranje SOLIDWORKS.
Kot surovino uporabljamo superfina jekla za izrezovanje, kar omogoča njihovo obdelavo s CNC centrom, kar zagotavlja, da je zagotovljena natančnost jekla za izrezovanje in ima odlično odpornost proti utrujenosti, abrazivno odpornost, kar zagotavlja, da so odkovki izdelani visoko kakovostno.
V našem podjetju je več kot 2000 kompletov kalupov.Stranke lahko za obdelavo izberejo katerega koli od njih, da zmanjšajo stroške.Vsak teden izvajamo popis, obračun in beleženje, da zagotovimo, da proizvodnja poteka po načrtih.
Naše skladišče kalupov upravljamo po sistemu vodenja kakovosti IATF16949 in »6S lean management«, kar daje kalupu dolgo življenjsko dobo in ga naredi priročnega za uporabo in shranjevanje.
Oblikovali in izdelali bomo kovaške kalupe po prejemu risb ali vzorcev stranke, nato pa bomo izdelali kalup po zasnovi kalupa.Kalupi pogosto vključujejo kovaške matrice, matrice za obrezovanje.
Rezanje in ogrevanje jeklenih gredic
Pogosto bomo pripravili pogosto uporabljen material na zalogi, ki vključuje material št. 20°C, 35°C, 45°C, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 itd. Nato vmesna frekvenca peč se bo uporabljala za segrevanje surovin na določeno temperaturo in končno postavitev jedilne palice na kovinsko ogrodje za kovanje.
Kovanje
Preden se začne postopek kovanja kovin, je treba zgornjo in spodnjo matrico povezati z nakovalom kovaške stiskalnice.Nato bodo delavci izbrali kovinske materiale in jih postavili med kovaške matrice, da dosežejo želeno obliko z večkratnim stiskanjem kovinskih materialov pri visoki hitrosti.
Čiščenje
Ko je kovanje končano, bodo okoli kovanih surovcev nezaželene robove, zato je odstranitev robov nujen korak.Kar zahteva, da delavci montirajo rezalne matrice pod stiskalnico za prebijanje, nato pa pritisnejo kovane surovce, da očistijo robove na površini odkovkov.
Toplotna obdelava
Postopek toplotne obdelave pomaga doseči zahtevano mehansko zmogljivost in trdoto izdelkov.Tehnike toplotne obdelave zajemajo normalizacijo, kaljenje, žarjenje, popuščanje, kaljenje itd.
Peskanje
Po postopku peskanja bodo imeli odkovki bolj gladko in čisto površino, kot bi jo imeli.Običajno je površinska gladkost odkovkov na voljo v Ra6.3, ki je celo bolj gladka kot pri ulitku iz izgubljenega voska.
Obravnavati
Za nekatere komponente postopek kovanja ni na voljo v zahtevani toleranci, v tem primeru je obdelava neobvezna.Obdelavo izdelkov bomo izvajali z različno obdelovalno opremo, vključno z rezkalnim strojem, vrtalnim strojem, vrtalno stiskalnico, brusilnim strojem, strojem za numerično krmiljenje itd.
Površinska obdelava
V večini primerov, če niso potrebne posebne zahteve, bomo površino odkovkov obdelali z vodo/oljno zaščito pred rjo.Izvajamo lahko tudi druge površinske obdelave, vključno z brizganjem barve, praškastim premazom, galvanizacijo, elektroprevleko, da zadovoljimo posebne potrebe naših strank.
Zaključni izpit
Imeli bomo inšpekcijski pregled velikosti izdelka, da zagotovimo visoko kakovost naših izdelkov. Včasih imamo na naših izdelkih tudi testiranje mehanskih lastnosti in kemičnih komponent.
Paket in dostava
V večini primerov bodo kovane komponente zapakirane v polietilenske vrečke in nato vložene v trdne lesene škatle.Pakete lahko prilagodimo tudi potrebam naročnika.Ker se nahajamo v industrijskem parku odkovkov Ruian, imamo enostaven dostop do oskrbe s surovinami, kar je na splošno stroškovno učinkovito.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu