




Опис
Структурна карактеристика
● Компоненте под притиском користе врхунски легирани челик са добром чврстоћом и отпорношћу на удар.
● Заптивка врата БОП високог притиска користи комбиновану заптивку, која има боље заптивање од притиска бунара.
● Користите плутајућу или интегралну капију, може безбедно заптити и лако мењати.
● Користите пролаз за уље типа буриел, шарка лежаја је одвојена од хидрауличне шарке.
● Структура шарке је једноставна, лако се демонтира и монтира.
● Користите велику шкољку типа лука са обе стране коморе и транзит по лучном типу свуда унаоколо, да смањите вршни напон шкољке под притиском.
● Са компактном структуром, мањом од сличних страних производа.
● Унутрашња шкољка БОП-а отпорна на ниску температуру може да обрађује цевовод, да би пара текла унутар БОП-а, емитовала топлоту.
Рам скупштина
● Пипе Рам
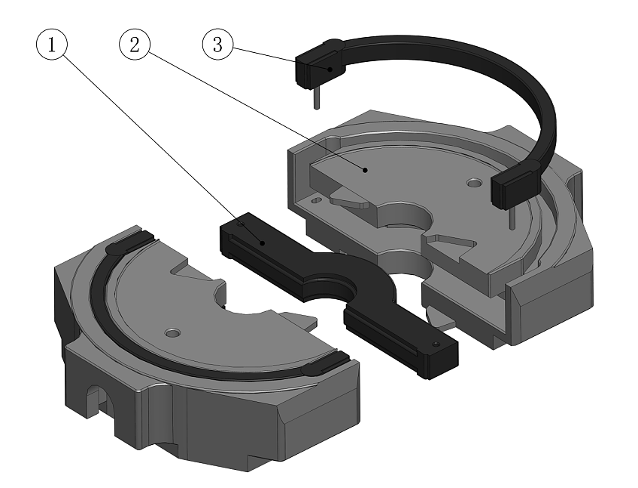 | |
| 1. Горња заптивка 2. Предња заптивка 3. Тело рам | 1. Тело рампа 2. Вијак 3. Вијак рам 4. Гума рам 5. Држач стезаљке |
| ХФ тип Рам склоп | Рам монтажа типа С |
| | |
 | |
| 1. Надоле тело за смицање 2. Гума за горњу заптивку 3. Гума за десну заптивку 4. Заптивка сечива Гума за леву заптивку 3. Тело заптивке нагоре 4. Гума за горњу заптивку 5. Гума за леву заптивку 6. Тело заптивке за смицање нагоре | |
| Склопна структура смичног рам-а С типа Рам БОП | |
Вариабле Рам
Променљиви рам се може користити за заптивање различитих пречника низа цеви.Варијабилни рам се састоји од променљивог цилиндра, горњег заптивача, променљивог предњег заптивача.Инсталација променљивог рам-а у БОП-у је на исти начин као и обични рам, не треба мењати ниједан део БОП-а.
 | |||||||||
| Радни притисак (пси) | бушити (унутар) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Напомена: С Рам БОП спецификација и модел
С представља С тип рам БОП
| Спецификација&Модел | Маин Боре мм (ин) | Радни притисак МПа (пси) | Количина уља за отварање (једноструки цилиндар) | Количина уља за затварање (једноструки цилиндар) | Рам Типе | Рам Сизе (у) | Димензија мм | Тежина (кг | Препоручени БОП код | |||||
| дужина | ширина | висина | једно | дупло | ||||||||||
| једно | дупло | |||||||||||||
| 180(71/16 ин)серија | (2)ФЗ18-21 | 179,4(71/16) | 21-3000 | 1.6 | 2 | H | максимум5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540. године | (2)С04.00 |
| (2)ФЗ18-35 | 179,4(71/16) | 35-5000 | 1.6 | 2 | H | максимум5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)С48.00 | |
| (2)ФЗ18-70 | 179,4(71/16) | 70-10000 | 2.2 | 2.5 | H | максимум5 9/16 | 1720. године | 640 | 897 | 1262 | 1660 | 3020 | (2)С62.00 | |
| (2)ФЗ18-105 | 179,4(71/16) | 105-15000 | 7.4 | 8 | H | максимум5 1/2 | 1988 | 820 | 922 | 1372. године | 3175 | 5885 | (2)С29.00А | |
| 230(9ин)сериес | (2)ФЗ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | максимално 7 | 1526. године | 565 | 580 | 866 | 705 | 1250 | (2)С79.00 |
| (2)ФЗ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | максимално 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)С23.00 | |
| (2)ФЗ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | максимално 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)С01.00 | |
| (2)ФЗ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | максимално 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)С93.00 | |
| 280(11ин)сериес | (2)ФЗ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | највише 8 5/8 | 1846. године | 675 | 740 | 1100 | 1400 | 2550 | (2)С77.00 |
| (2)ФЗ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | највише 8 5/8 | 2265 | 785 | 895 | 1325. године | 2475 | 4550 | (2)С45.00 | |
| (2)ФЗ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | највише 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)С16.00 | |
| (2)ФЗ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | највише 8 5/8 | 2650 | 1050 | 1244 | 1784. године | 6303 | 11028 | (2)С67.00 | |
| 346(135/8 ин)серија | (2)ФЗ35-21 | 346.1(135/8) | 21-3000 | 7.8 | 8.9 | S | највише 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)С78.00 |
| (2)ФЗ35-35 | 346.1(135/8) | 35-5000 | 7.9 | 9.3 | S | највише 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)С103.00 | |
| (2)ФЗ35-70 | 346.1(135/8) | 70-10000 | 18 | 20.7 | HF | највише 10 3/4 | 2786 | 1085 | 1276 | 1782. године | 6120 | 11135 | (2)С104.00 | |
| (2)ФЗ35-105 | 346.1(135/8) | 105-15000 | 17.4 | 20 | H | највише 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)С115.00 | |
| 425 (163/4 ин) | (2)ФЗ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | највише 10 3/4 | 2923 | 1190 | 1090 | 1570. године | 5300 | 9860 | (2)С95.00 |
| 476(183/4 ин)серија | (2)ФЗ48-35 | 476.3(183/4) | 35-5000 | 24.5 | 27.9 | HF | максимално 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)С116.00 |
| (2)ФЗ48-70 | 476.3(183/4) | 70-10000 | 24.5 | 27.9 | HF | максимално 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)С102.00 | |
| 527(203/4ин) | (2)ФЗ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | максимално 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)С83.00 |
| 540(211/4 ин)серија | (2)ФЗ54-14 | 539.8(211/4) | 14-2000 | 12.1 | 13.8 | HF | максимално 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)С33.00 |
| (2)ФЗ54-35 | 539.8(211/4) | 35-5000 | 26 | 29.6 | HF | максимално 16 | 3590 | 1445. године | 1320 | 1950 | 9270 | 17670 | (2)С105.00 | |
| 680(263/4ин) | (2)ФЗ68-21 | 679.5(263/4) | 21-3000 | 32.6 | 37 | HF | највише 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)С87.00 |
| Напомена: 1.БОП тестни притисак је 1,5 пута већи од стандардног притиска | ||||||||||||||
| 2. Радни притисак је од 8,4Мпа до 10,5Мпа | ||||||||||||||
С-тип Смицања Радна спецификација
| БОП Типе | БОП модел | Препоручени БОП код | Цилиндер Типе | Спецификација бушаће цеви |
| S | (2)ФЗ 18-70 | (2)С62.00 | Нормалан цилиндар | |
| (2)С92.00 | Цилиндар са тандемским појачивачем | 4 1/2" 16,6 лб/фт Г-105 ПСЛ-3 | ||
| (2)ФЗ28-35 | (2)С45.00 | Велики цилиндар | ||
| (2)100,00 С | Велики цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 | ||
| (2)ФЗ 28-70 | (2)С16.00 | Нормалан цилиндар | ||
| (2)С02.00 | Велики цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 | ||
| (2)ФЗ 35-35 | (2)С103.00 | Нормалан цилиндар | ||
| (2)С99.00 | Велики цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 | ||
| (2)ФЗ 35-70 | (2)С104.00 | Нормалан цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 | |
| (2)С112.00 | Велики цилиндар | 5 1/2" 24,7 лб/фт Г-105 ПСЛ-3 | ||
| (2)С117.00 | Цилиндар са тандемским појачивачем | 5 1/2" 24,7 лб/фт С-135 ПСЛ-3 | ||
| (2)ФЗ 35-105 | (2)С115.00 | Нормалан цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 | |
| (2)С113.00 | Цилиндар са тандемским појачивачем | 5 1/2" 24,7 лб/фт С-135 ПСЛ-3 | ||
| (2)ФЗ 54-35 | (2)С105.00 | Нормалан цилиндар | 5" 19,5 лб/фт Г-105 ПСЛ-3 |
С Типе Вариабле Рам Ранге
| БОП Типе | БОП модел | Опсег променљивог Рам (ин) | |||
| S | (2)ФЗ 18-70 | 2 3/8"-3 1/2" | |||
| (2)ФЗ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)ФЗ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)ФЗ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)ФЗ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)ФЗ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)ФЗ 54-35 | 4 1/2"-5 1/2" | ||||
Опрема за ковање има 160 тона, 300 тона, 400 тона, 630 тона, 1000 тона, 1600 тона и 2500 тона, може ковати десет грама до 55 килограма грубог ковања или производа прецизног ковања.
Опрема за обраду има струг, машину за бушење, брусилицу, резање жице, ЦНЦ и тако даље.
Термичка обрада укључује нормализацију, каљење, жарење, гашење, чврсти раствор, карбуризацију итд.
Површинска обрада укључује пескарење, фарбање спрејом, галванизацију, електрофорезу, фосфат и тако даље
Опрема за испитивање укључује спектрометар, металографски анализатор, мерач тврдоће, машину за затезање, машину за испитивање удара, детектор флуоресцентних магнетних честица, ултразвучни детектор грешака, три координате итд.
Производи се широко користе у петрохемијској индустрији, инжењерским машинама, ауто деловима, деловима локомотива и железнице, металургији, бродоградњи, војним производима и другим областима.
Тим за истраживање и развој спроводи ЦАД дизајн, ЦАМ, УГ, СОЛИДВОРКС моделирање.
Користимо суперфине челике као сировину, омогућавајући им да се обрађују са ЦНЦ центром, обезбеђујући да је прецизност челика за калупе осигурана и да има одличну отпорност на замор, отпорност на абразију, осигуравајући да се отковци производе у високом квалитету.
Овде у нашој компанији постоји више од 2000 комплета калупа.Купци могу изабрати било који од њих за обраду како би минимизирали трошкове.Сваке недеље вршимо инвентаризацију, чишћење и евидентирање како бисмо осигурали да се производња одвија по плану.
Нашим складиштем калупа управља се праћењем система управљања квалитетом ИАТФ16949 и „6С леан манагемент“, што даје калупу дуг век трајања и чини га погодним за употребу и складиштење.
Дизајнираћемо и производити калупе за ковање по пријему цртежа или узорака купца, а затим ћемо израдити калуп пратећи дизајн калупа.Калупи често укључују калупе за ковање, калупе за обрезивање.
Сечење и грејање челичних гредица
Често ћемо припремити материјал који се често користи на лагеру са материјалом бр. 20#, 35#, 45#, 20Цр, 40Цр, 20ЦрМнТи, 20ЦрМо, 30ЦрМо, 35ЦрМо, 42ЦрМо, 42ЦрМо, К45, К255 итд. пећ ће се користити за загревање сировина на одређену температуру и коначно постављање штапа за јело на метални оквир за ковање.
Ковање
Пре него што започне процес ковања метала, горња и доња матрица се спајају на наковњи блок пресе за ковање.Затим ће радници одабрати металне материјале и ставити их између калупа за ковање како би постигли жељени облик притискањем металних материјала неколико пута великом брзином.
Чишћење
Након што је ковање завршено, око кованих делова ће се појавити нежељене неравнине, тако да је уклањање неравнина неопходан корак.Што захтева од радника да монтирају матрице за обрезивање испод пресе за штанцање, а затим да притисну коване делове да би очистили неравнине на површини отковака.
Термичка обрада
Процес топлотне обраде помаже да се добију потребне механичке перформансе и тврдоћа производа.Технике термичке обраде обухватају нормализацију, гашење, жарење, каљење, каљење и тако даље.
Пескарење
Након процеса пескарења, отковци ће имати глаткију и чистију површину него што би била.Обично је глаткоћа површине отковака доступна у Ра6.3, који је чак и глаткији него код ливења од изгубљеног воска.
Обрада
За неке компоненте, процес ковања није доступан у потребној толеранцији, у овом случају обрада је опциона.Спровешћемо обраду производа са различитом опремом за обраду, укључујући машину за глодање, машину за бушење, бушилицу, машину за млевење, машину за нумеричку контролу итд.
Површинска обрада
У већини случајева, ако нису потребни посебни захтеви, на површини отковака ћемо имати третман заштите од рђе од воде/уља.Такође можемо да спроводимо и друге површинске третмане, укључујући прскање боје, премазивање прахом, галванизацију, електропремазивање како бисмо задовољили специфичне потребе наших купаца.
Завршни испит
Имаћемо инспекцију величине производа како бисмо осигурали висок квалитет наших производа. Понекад имамо и тестирање механичких перформанси и хемијских компоненти на нашим производима.
Пакет и достава
У већини случајева, коване компоненте ће бити упаковане у полиетиленске кесе, а затим стављене у чврсте дрвене кутије.Такође смо у могућности да прилагодимо пакете према потребама купца.Пошто се налазимо у индустријском парку Руиан ковања, имамо лак приступ снабдевању сировинама, што је у целини исплативо.





