




Beskrivning
Strukturell funktion
● Trycksatta komponenter använder överlägset legerat stål med god hållfasthet och slagseghet.
● Dörrtätning av högtrycks-BOP använder kombinerad tätning, som har bättre tätning mot brunnstrycket.
● Använd flytande eller integrerad grind, kan täta säkert och ändra bekvämt.
● Använd oljepassage av burieltyp. Lagergångjärnet är separerat från det hydrauliska gångjärnet.
● Gångjärnskonstruktionen är enkel, lätt att demontera och montera.
● Använd skal av stor bågetyp på båda sidor av kammaren, och transportera med bågetyp runt om, för att minska toppspänningen för skalet under tryck.
● Med kompakt struktur, mindre än liknande utländska produkter.
● Det inre skalet av BOP som är resistent mot låg temperatur kan bearbeta pipeline, för att få ångan att flöda inuti BOP, att utstråla värme.
Ram montering
● Rörram
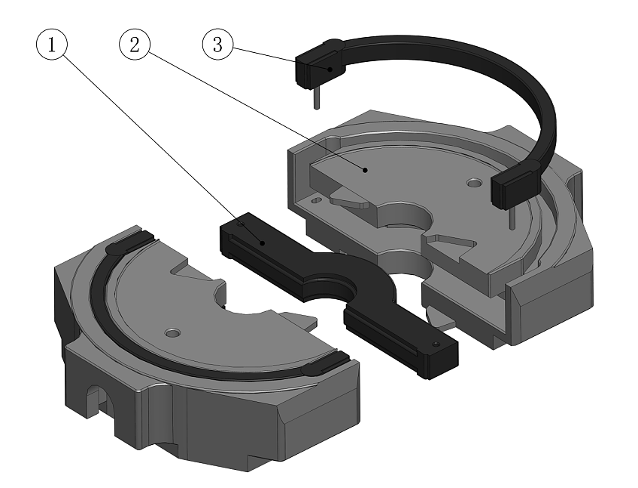 | |
| 1. Topptätning 2. Främre tätning 3. Ramkropp | 1. Ramkropp 2. Bult 3. Rambult 4. Ramgummi 5. Klämhållare |
| HF typ Ram montering | S typ Ram montering |
| | |
 | |
| 1. Nedskärningskolvskropp 2. Topptätningsgummi 3. Höger tätningsgummi 4. BladtätningVänster tätningsgummi 3. Uppskärningskolvkropp 4. Topptätningsgummi 5. Vänster tätningsgummi 6. Upp klippkolvskropp | |
| Skjuvstångskonstruktion av S-typ Ram BOP | |
Variabel ram
Variabel kolv kan användas för att täta olika diameter på rörsträngen.Variabel kolv består av variabel kolv, topptätning, variabel fronttätning.Installationen av variabel ram i BOP är på samma sätt som den vanliga ram, behöver inte ändra någon del av BOP.
 | |||||||||
| Arbetstryck (psi) | Bore (in) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Obs: S Ram BOP-specifikation och modell
S representerar S-typ ram BOP
| Specifikation & modell | Huvudborrning mm(in) | Arbetstryck MPa(psi) | Oljemängd för öppning (Enkelcylinder) | Oljemängd för stängning (Enkelcylinder) | Ram typ | Ram storlek (i) | Mått mm | vikt (kg | Rekommenderad BOP-kod | |||||
| längd | bredd | höjd | enda | dubbel | ||||||||||
| enda | dubbel | |||||||||||||
| 180 (71/16 in)-serien | (2)FZ18-21 | 179,4 (71/16) | 21-3000 | 1.6 | 2 | H | max5 16/9 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179,4 (71/16) | 35-5000 | 1.6 | 2 | H | max5 16/9 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48,00 | |
| (2)FZ18-70 | 179,4 (71/16) | 70-10000 | 2.2 | 2.5 | H | max5 16/9 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62,00 | |
| (2)FZ18-105 | 179,4 (71/16) | 105-15000 | 7.4 | 8 | H | max 5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in)-serien | (2)FZ23-21 | 228,6-9 | 21-3000 | 1.3 | 1.5 | HF | max 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79,00 |
| (2)FZ23-35 | 228,6-9 | 35-5000 | 4.7 | 5.3 | HF | max 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23,00 | |
| (2)FZ23-70 | 228,6-9 | 70-10000 | 7 | 8 | H | max 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228,6-9 | 105-15000 | 10.2 | 10.9 | HF | max 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93,00 | |
| 280(11in)-serien | (2)FZ28-21 | 279,4-11 | 21-3000 | 2.7 | 3.2 | S | max 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77,00 |
| (2)FZ28-35 | 279,4-11 | 35-5000 | 5.4 | 6.2 | S | max 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45,00 | |
| (2)FZ28-70 | 279,4-11 | 70-10000 | 7 | 8 | H | max 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16,00 | |
| (2)FZ28-105 | 279,4-11 | 105-15000 | 14.6 | 16.7 | H | max 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67,00 | |
| 346(135/8 in)-serien | (2)FZ35-21 | 346.1(135/8) | 21-3000 | 7.8 | 8.9 | S | max 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78,00 |
| (2)FZ35-35 | 346.1(135/8) | 35-5000 | 7.9 | 9.3 | S | max 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103,00 | |
| (2)FZ35-70 | 346.1(135/8) | 70-10000 | 18 | 20.7 | HF | max 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104,00 | |
| (2)FZ35-105 | 346.1(135/8) | 105-15000 | 17.4 | 20 | H | max 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115,00 | |
| 425(163/4 tum) | (2)FZ43-35 | 425,5(163/4) | 35-5000 | 10.3 | 11.6 | HF | max 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95,00 |
| 476(183/4 in)-serien | (2)FZ48-35 | 476,3(183/4) | 35-5000 | 24.5 | 27,9 | HF | max 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116,00 |
| (2)FZ48-70 | 476,3(183/4) | 70-10000 | 24.5 | 27,9 | HF | max 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102,00 | |
| 527(203/4tum) | (2)FZ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | max 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83,00 |
| 540(211/4 in)-serien | (2)FZ54-14 | 539,8(211/4) | 14-2000 | 12.1 | 13.8 | HF | max 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33,00 |
| (2)FZ54-35 | 539,8(211/4) | 35-5000 | 26 | 29.6 | HF | max 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105,00 | |
| 680(263/4tum) | (2)FZ68-21 | 679,5(263/4) | 21-3000 | 32.6 | 37 | HF | max 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87,00 |
| Anteckning 1.BOP-testtrycket är 1,5 gånger standardtrycket | ||||||||||||||
| 2. Drifttrycket är från 8,4Mpa till 10,5Mpa | ||||||||||||||
S Typ Skärarm Driftsspecifikation
| BOP typ | BOP-modell | Rekommenderad BOP-kod | Cylindertyp | Specifikation av borrrör |
| S | (2)FZ 18-70 | (2)S62.00 | Normal cylinder | |
| (2)S92.00 | Cylinder med tandemförstärkare | 4 1/2" 16,6 lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45,00 | Stor cylinder | ||
| (2)S100,00 | Stor cylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Normal cylinder | ||
| (2)S02.00 | Stor cylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Normal cylinder | ||
| (2)S99,00 | Stor cylinder | 5" 19,5 lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Normal cylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S112.00 | Stor cylinder | 5 1/2" 24,7 lb/ft G-105 PSL-3 | ||
| (2)S117,00 | Cylinder med tandemförstärkare | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115,00 | Normal cylinder | 5" 19,5 lb/ft G-105 PSL-3 | |
| (2)S113.00 | Cylinder med tandemförstärkare | 5 1/2" 24,7 lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105,00 | Normal cylinder | 5" 19,5 lb/ft G-105 PSL-3 |
S-typ Variabelt ramområde
| BOP typ | BOP-modell | Utbud av variabel ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Smidesutrustning har 160 ton, 300 ton, 400 ton, 630 ton, 1000 ton, 1600 ton och 2500 ton, kan smida tio gram till 55 kilo grovsmide eller precisionssmideprodukter.
Bearbetningsutrustning har svarv, borrmaskin, slipmaskin, trådskärning, CNC och så vidare.
Värmebehandling inkluderar normalisering, härdning, glödgning, härdning, fast lösning, uppkolning, etc.
Ytbehandlingen inkluderar blästring, spraymålning, galvanisering, elektrofores, fosfat och så vidare
Testutrustningen inkluderar spektrometer, metallografisk analysator, hårdhetsmätare, dragmaskin, slagprovningsmaskin, fluorescerande magnetisk partikelfeldetektor, ultraljudsfeldetektor, tre koordinater etc.
Produkter används ofta inom petrokemisk industri, ingenjörsmaskiner, bildelar, lokomotiv och järnvägsdelar, metallurgi, varvsindustrin, militära produkter och andra områden.
FoU-teamet utför CAD-design, CAM, UG, SOLIDWORKS modelleringsarbete.
Vi använder superfina formstål som råmaterial, vilket gör att de kan bearbetas med ett CNC-center, vilket säkerställer att formstålets precision säkerställs och har utmärkt utmattningsbeständighet, nötningsbeständighet, vilket säkerställer att smidet produceras i hög kvalitet.
Det finns mer än 2000 uppsättningar av formar här på vårt företag.Kunderna kan välja vilken som helst av dem för bearbetning för att minimera kostnaderna.Vi utför inventering, röjning och registrering varje vecka för att säkerställa att produktionen går som planerat.
Vårt formlager hanteras genom att följa IATF16949 kvalitetsledningssystem och "6S lean management", vilket ger en lång livslängd för formen och gör den bekväm att använda och lagra.
Vi kommer att designa och tillverka smidesformar efter mottagandet av kundens ritningar eller prover, sedan tillverkar vi formen genom att följa formdesignen.Formarna innehåller ofta smidesformar, trimningsformar.
Stålskärning och uppvärmning
Ofta kommer vi att förbereda det ofta använda materialet i lager med material nr. 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q4535, etc. intermedia och Q035, etc. ugnen kommer att användas för att värma upp råvarorna till en viss temperatur och slutligen sätta ätstången på metallramen för smide.
Smide
Innan metallsmideprocessen startar ska topp- och bottenmatrisen anslutas till städblocket av smidespressen.Sedan kommer arbetarna att plocka metallmaterialen och lägga dem mellan smidesformarna för att uppnå önskad form genom att pressa metallmaterialen flera gånger med hög hastighet.
Rengöring
Efter att smidningen är klar kommer det att finnas oönskade grader runt de smidda ämnena, så att ta bort graderna är ett nödvändigt steg.Vilket kräver att arbetarna monterar trimformarna under stanspressen och sedan pressar de smidda ämnena för att rengöra grader på ytan av smidet.
Värmebehandling
Värmebehandlingsprocessen hjälper till att få den nödvändiga mekaniska prestandan och hårdheten hos produkterna.Värmebehandlingsteknikerna omfattar normalisering, härdning, glödgning, härdning, härdning och så vidare.
Kulsprängning
Efter blästringsprocessen kommer smidet att ha en jämnare och renare yta än vad det skulle ha varit.Vanligtvis finns smidens ytjämnhet i Ra6.3, vilket är ännu slätare än gjutgodset.
Bearbetning
För vissa komponenter är smidesprocessen inte tillgänglig i den tolerans som krävs, i detta fall är bearbetning valfri.Vi kommer att utföra produktbearbetningen med olika bearbetningsutrustning, inklusive fräsmaskin, borrmaskin, borrpress, slipmaskin, numerisk styrmaskin etc.
Ytbehandling
I de flesta fall, om inga specifika krav krävs, kommer vi att ha vatten/olja rostskyddsbehandling på ytan av smidet.Vi kan även utföra andra ytbehandlingar, inklusive färgsprutning, pulverlackering, galvanisering, elektrolackering för att möta specifika behov hos våra kunder.
Slutprov
Vi kommer att ha en inspektion av produktstorleken för att säkerställa hög kvalitet på våra produkter. Ibland har vi även mekaniska prestanda och kemiska komponenter som testar våra produkter.
Paket och leverans
I de flesta fall kommer de smidda komponenterna att förpackas i polyetenpåsar och sedan läggas i fasta trälådor.Vi har även möjlighet att skräddarsy paket efter kundens behov.Eftersom vi är belägna i Ruian Forgings industripark har vi enkel tillgång till råvaruförsörjning, vilket är kostnadseffektivt på det hela taget.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu