




Paglalarawan
Structual Feature
● Ang mga naka-pressure na bahagi ay gumagamit ng superior alloy steel na may mahusay na lakas at impact toughness.
● Door seal ng high pressure BOP ay gumagamit ng pinagsamang seal, na may mas mahusay na seal mula sa well pressure.
● Gumamit ng lumulutang o integral na gate, maaaring magsely ng ligtas at maginhawang magbago.
● Gumamit ng buriel-type na oil passage, Ang bearing hinge ay nakahiwalay sa hydraulic hinge.
● Ang istraktura ng bisagra ay simple, madaling i-dismount at i-mount.
● Gumamit ng malaking arc-type shell sa magkabilang gilid ng chamber, at mag-transit sa pamamagitan ng arc-type sa buong paligid, para mabawasan ang peak stress ng shell sa ilalim ng pressure.
● May compact na istraktura, mas maliit kaysa sa mga katulad na dayuhang produkto.
● Ang panloob na shell ng BOP na lumalaban sa mababang temperatura ay maaaring magproseso ng pipeline, upang gawin ang daloy ng singaw sa loob ng BOP, magpainit ng init.
Pagpupulong ng Ram
● Pipe Ram
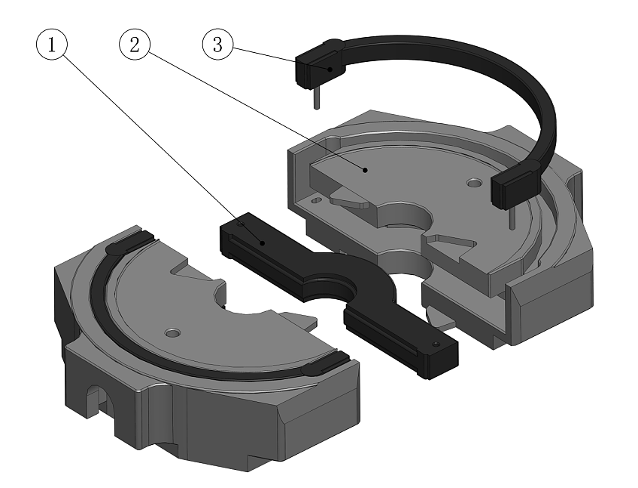 | |
| 1. Top seal 2. Front seal 3. Ram body | 1. Ram body 2. Bolt 3. Ram bolt 4. Ram rubber 5. Clamp holder |
| HF type Ram assemble | S type Ram assemble |
| | |
 | |
| 1. Down shear ram body 2. Top seal rubber 3. Right seal rubber 4. Blade sealLeft seal rubber 3. Up shear ram body 4. Top seal rubber 5. Kaliwang seal rubber 6. Up shear ram body | |
| Shear Ram Assembly Structure ng S type Ram BOP | |
Variable Ram
Maaaring gamitin ang variable na ram upang i-seal ang iba't ibang diameter ng string ng pipe.Ang variable na ram ay binubuo ng variable na ram, top seal, variable na front seal.Ang pag-install ng variable na ram sa BOP ay kapareho ng karaniwang ram, hindi kailangang baguhin ang anumang bahagi ng BOP.
 | |||||||||
| Presyon sa pagpapatakbo (psi) | Bore(in) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Tandaan:S Ram BOP Detalye at Modelo
Ang S ay kumakatawan sa S type ram na BOP
| Pagtutukoy at Modelo | Pangunahing Bore mm(in) | Presyon sa Paggawa MPa(psi) | Dami ng langis para sa pagbubukas (Single Cylinder) | Dami ng langis para sa pagsasara(Single Cylinder) | Uri ng Ram | Laki ng Ram (sa) | Dimensyon mm | Timbang (kg | Inirerekomenda ang BOP code | |||||
| haba | lapad | taas | walang asawa | doble | ||||||||||
| walang asawa | doble | |||||||||||||
| 180(71/16 in) na serye | (2)FZ18-21 | 179.4(71/16) | 21-3000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179.4(71/16) | 35-5000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179.4(71/16) | 70-10000 | 2.2 | 2.5 | H | maximum5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179.4(71/16) | 105-15000 | 7.4 | 8 | H | maximum5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in) na serye | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | maximum 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79.00 |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | maximum 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | maximum 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | maximum 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93.00 | |
| 280(11in) na serye | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | maximum na 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | maximum na 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45.00 | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | maximum na 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | maximum na 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67.00 | |
| 346(135/8 in) na serye | (2)FZ35-21 | 346.1(135/8) | 21-3000 | 7.8 | 8.9 | S | maximum na 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78.00 |
| (2)FZ35-35 | 346.1(135/8) | 35-5000 | 7.9 | 9.3 | S | maximum na 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346.1(135/8) | 70-10000 | 18 | 20.7 | HF | maximum na 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346.1(135/8) | 105-15000 | 17.4 | 20 | H | maximum na 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115.00 | |
| 425(163/4 in) | (2)FZ43-35 | 425.5(163/4) | 35-5000 | 10.3 | 11.6 | HF | maximum na 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95.00 |
| 476(183/4 in) serye | (2)FZ48-35 | 476.3(183/4) | 35-5000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476.3(183/4) | 70-10000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527(203/4in) | (2)FZ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maximum 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| 540(211/4 in) na serye | (2)FZ54-14 | 539.8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maximum 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539.8(211/4) | 35-5000 | 26 | 29.6 | HF | maximum 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680(263/4in) | (2)FZ68-21 | 679.5(263/4) | 21-3000 | 32.6 | 37 | HF | maximum na 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Tandaan:1.Ang presyon ng BOP Testing ay 1.5 beses ng karaniwang presyon | ||||||||||||||
| 2. Ang operating pressure ay mula 8.4Mpa hanggang 10.5Mpa | ||||||||||||||
S Type Shear Ram Operating specification
| Uri ng BOP | modelo ng BOP | Inirerekomenda ang BOP code | Uri ng Silindro | Pagtutukoy ng drill pipe |
| S | (2)FZ 18-70 | (2)S62.00 | Normal na silindro | |
| (2)S92.00 | Silindro na may tandem booster | 4 1/2" 16.6lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45.00 | Malaking silindro | ||
| (2)S100.00 | Malaking silindro | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Normal na silindro | ||
| (2)S02.00 | Malaking silindro | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Normal na silindro | ||
| (2)S99.00 | Malaking silindro | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Normal na silindro | 5" 19.5lb/ft G-105 PSL-3 | |
| (2)S112.00 | Malaking silindro | 5 1/2" 24.7lb/ft G-105 PSL-3 | ||
| (2)S117.00 | Silindro na may tandem booster | 5 1/2" 24.7lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115.00 | Normal na silindro | 5" 19.5lb/ft G-105 PSL-3 | |
| (2)S113.00 | Silindro na may tandem booster | 5 1/2" 24.7lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105.00 | Normal na silindro | 5" 19.5lb/ft G-105 PSL-3 |
S Type Variable Ram Range
| Uri ng BOP | Modelo ng BOP | Saklaw ng Variable Ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Ang forging equipment ay may 160tons, 300 tons, 400 tons, 630 tons, 1000 tons, 1600 tons, at 2500 tons, ay maaaring mag-forge ng sampung gramo hanggang 55 kilo ng rough forging o precision forging na mga produkto.
Ang mga kagamitan sa machining ay may lathe, drilling machine, grinder, wire cutting, CNC at iba pa.
Kasama sa heat treatment ang normalizing, tempering, annealing, quenching, solid solution, carburizing, atbp
Kasama sa paggamot sa ibabaw ang shot blasting, spray painting, electroplating, electrophoresis, phosphate at iba pa
Kasama sa mga kagamitan sa pagsubok ang spectrometer, metallographic analyzer, hardness meter, tensile machine, impact testing machine, fluorescent magnetic particle flaw detector, ultrasonic flaw detector, tatlong coordinate, atbp
Ang mga produkto ay malawakang ginagamit sa industriya ng petrochemical, makinarya ng engineering, mga piyesa ng sasakyan, mga bahagi ng tren at tren, metalurhiya, paggawa ng mga barko, mga produktong militar at iba pang larangan.
Ang R&D team ay nagsasagawa ng CAD design, CAM, UG, SOLIDWORKS modelling work.
Gumagamit kami ng superfine die steels bilang hilaw na materyal, na nagpapahintulot sa kanila na maproseso gamit ang isang CNC center, na tinitiyak na ang katumpakan ng die steel ay nakasisiguro at may mahusay na paglaban sa pagkapagod, abrasive resistance, na tinitiyak na ang mga forging ay ginawa sa mataas na kalidad.
Mayroong higit sa 2000 set ng mga hulma dito sa aming kumpanya.Ang mga customer ay maaaring pumili ng alinman sa mga ito para sa pagproseso upang mabawasan ang gastos.Nagsasagawa kami ng pagkuha ng imbentaryo, pag-clear at pag-record bawat linggo upang matiyak na magpapatuloy ang produksyon ayon sa naka-iskedyul.
Ang aming mold warehouse ay pinamamahalaan sa pamamagitan ng pagsunod sa IATF16949 quality management system at "6S lean management", na nagbibigay ng mahabang buhay ng serbisyo sa amag at ginagawa itong maginhawa para sa paggamit at pag-iimbak.
Kami ay magdidisenyo at maggawa ng mga hulma sa pag-forging sa pagtanggap ng mga guhit o sample ng customer, pagkatapos ay gagawin namin ang amag sa pamamagitan ng pagsunod sa disenyo ng amag.Ang mga hulma ay kadalasang kinabibilangan ng forging dies, trimming dies.
Pagputol at pag-init ng bakal na billet
Kadalasan, ihahanda namin ang madalas na ginagamit na materyal sa stock na nagtatampok ng materyal na Blg. furnace ay gagamitin para sa pag-init ng mga hilaw na materyales sa ilang temperatura at sa wakas ay ilagay ang eating rod sa metal framework para sa forging.
Pagpapanday
Bago magsimula ang proseso ng pag-forging ng metal, ang itaas at ibabang dies ay dapat ikonekta sa anvil block ng forging press.Pagkatapos ay pipiliin ng mga manggagawa ang mga metal na materyales at ilagay ang mga ito sa pagitan ng mga forging dies upang makamit ang ninanais na hugis sa pamamagitan ng pagpindot sa mga metal na materyales nang maraming beses nang may mataas na bilis.
Paglilinis
Matapos makumpleto ang forging, magkakaroon ng mga hindi gustong burr sa paligid ng mga huwad na blangko, kaya ang pag-alis ng burr ay isang kinakailangang hakbang.Na nangangailangan ng mga manggagawa na i-mount ang trimming dies sa ilalim ng punching press, pagkatapos ay pinindot ang mga huwad na blangko upang linisin ang mga burr sa ibabaw ng mga forging.
Paggamot ng init
Ang proseso ng paggamot sa init ay nakakatulong upang makuha ang kinakailangang mekanikal na pagganap at tigas ng mga produkto.Ang mga pamamaraan ng heat treatment ay sumasaklaw sa normalizing, quenching, annealing, tempering, hardening at iba pa.
Shot blasting
Pagkatapos ng proseso ng shot blasting, ang mga forging ay magkakaroon ng mas makinis at mas malinis na ibabaw kaysa dati.Karaniwan ang kinis ng ibabaw ng mga forging ay magagamit sa Ra6.3, na mas makinis kaysa sa nawalang-wax na paghahagis.
Pinoproseso
Para sa ilang mga bahagi, ang proseso ng forging ay hindi magagamit sa kinakailangang pagpapaubaya, sa ilalim ng kasong ito, ang pagproseso ay opsyonal.Magsasagawa kami ng pagproseso ng produkto gamit ang iba't ibang kagamitan sa pagpoproseso, kabilang ang milling machine, boring machine, drill press, grinding machine, numerical control machine atbp.
Paggamot sa ibabaw
Sa karamihan ng mga kaso, kung walang kinakailangang mga partikular na kinakailangan, magkakaroon kami ng paggamot sa proteksyon ng kalawang ng tubig/langis sa ibabaw ng mga forging.Maaari rin kaming magsagawa ng iba pang mga pang-ibabaw na paggamot, kabilang ang pag-spray ng pintura, powder coating, electroplating, electrocoating upang matugunan ang mga partikular na pangangailangan ng aming mga customer.
Panghuling pagsusulit
Magkakaroon kami ng inspeksyon sa laki ng produkto upang matiyak ang mataas na kalidad ng aming mga produkto. Kung minsan, mayroon din kaming mekanikal na pagganap at mga kemikal na bahagi ng pagsubok sa aming mga produkto.
Package at delivery
Sa karamihan ng mga kaso, ang mga huwad na sangkap ay ilalagay sa mga polyethylene bag at pagkatapos ay ilalagay sa mga matibay na kahon na gawa sa kahoy.Nagagawa rin naming i-customize ang mga pakete ayon sa mga pangangailangan ng customer.Dahil kami ay matatagpuan sa Ruian forgings industrial park, mayroon kaming madaling access sa supply ng mga hilaw na materyales, na epektibo sa gastos sa kabuuan.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu